Dust Catchers. Part 3
Description
This section is from the "Blast Furnace Construction In America" book, by J. E. Johnson, Jr.. Also see Amazon: Blast Furnace Construction In America.
Dust Catchers. Part 3
Third
Unwashed at 400° Fahr. and containing 35 grains of moisture per cubic foot; in other words, its natural condition as it comes from the furnace.
Three temperatures for the escaping products of combustion from the stack, 400° Fahr., 500° Fahr. and 600° Fahr., are taken for each of the three cases.
Turning now to the third line from the bottom, "Total heat obtained per pound of dry gas consumed," it will be seen that the amounts in the three cases, all at 500° stack temperature are 1076.6 B.t.u. for the first, 1088.43 for the second and 1166.49 for the third. It is obvious that the most available heat is to be obtained with hot gas in spite of high content of moisture.
Mr. Diehl gives percentage figures for the three cases in the second line from the bottom of 83.23 per cent., 78.4 per cent. and 80.31 per cent. Based on these percentages he states that the dry cold gas gives the highest percentage of available heat.
This is obviously incorrect, as the highest percentage must plainly on any correct basis of figuring coincide with the largest absolute amount of heat obtained. The error has arisen by counting as available the latent heat of vaporization of the water vapor in the gas in all cases. But this is in fact not available under any known conditions of boiler or stove operation since it would require gases to be cooled far below 212° to precipitate much of this moisture and recover its latent heat.
Table I. Heat Available Per Pound Of Dry Blast-Furnace Gas Undera Vrious Conditions Of Initial Temperature And Moisture Content.
Combustion Air Constant Conditions.
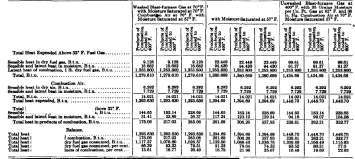
It is obvious that if the unburnt gas comes in at 400° and goes out of the stack at 400° no loss whatever has occured, while if it goes out at 500° or 600°, the only loss is that in superheating this small quantity of steam, 35 grains, or 0.005 lb., of water vapor, with a specific heat of 0.48 through a range of 100° or 200°, making a loss per cubic foot of gas of only a fraction of one thermal unit.
In regard to the effect on the temperature produced by combustion, the results are similar. The quantity of air required for combustion is about equal in weight to the gas itself, therefore the reduction of the initial temperature of the gas by a given amount results in a reduction of the combustion temperature by about one-half of that amount; to cool the gas from 400° Fahr. down to 70° therefore reduces the theoretical combustion temperature by about 160°. The removal of the moisture tends to raise the theoretical combustion temperature but quantitatively the amount of increase is smaller than the decrease due to the loss of sensible heat of the gas, about 100° against 160°.
When the gas comes from a furnace which does not work a wet burden of ore or wet fuel the conditions become very much worse for wet scrubbing, because in that case there is but little moisture in the gas to be removed by a reduction of the temperature and therefore such reduction represents a net loss both of temperature produced by combustion and of thermal efficiency due to lower combustion temperature.
In the discussion of the paper of Mr. Forbes above mentioned, it was stated by Mr. S. K. Varnes, of the Pennsylvania Steel Company, that at their furnaces they had introduced gas washers for the stoves but that they had been forced to abandon them because of the increased moisture and decreased temperature of the gas, which resulted in a decided lowering of the combustion temperature and corresponding reduction of the blast temperature that could be obtained from the stoves. On the other hand, great benefit has been derived from wet scrubbing, where wet ore is used. Thus it will be seen that each case must be handled on its merits. Clean gas is always desirable and undoubtedly much cleaner gas will be used in stoves and boilers than we have been accustomed to in the past, but wet scrubbing should only be adopted after the most careful analysis of the conditions to see whether the net results will be beneficial or not, and if so, to what extent. There is but little use in supplying stoves with clean gas and then finding that we can get from them only lower blast temperatures than we could with dirty gas.
With this introduction I cannot do better than quote extensively from Mr. Forbes' paper as follows:
Continue to:
My Books

