Chapter XVI. Engine Lathes Continued
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Chapter XVI. Engine Lathes Continued
Schumacher & Boye's 20-inch instantaneous change gear engine lathe. Emmes change gear device. 32-inch swing engine lathe. Le Blond engine lathes. 24-inch swing lathe. The Le Blond lathe apron. Complete drawing of a front elevation. The Bradford Machine Tool Company's 16-inch swing engine lathe. The American Tool Works Company's 20-inch. The Springfield Machine Tool Company's 16-inch engine lathe. The Hamilton Machine Tool Company's 18-inch swing engine lathe. The W. P. Davis Machine Company's 18-inch swing engine lathe. The Fos-dick Machine Tool Company's 16-inch swing engine lathe.
The firm of Schumacher and Boye build a line of well-designed and practical engine lathes, one of which, called by the makers their "20-inch instantaneous change gear engine lathe," is shown in Fig. 240.
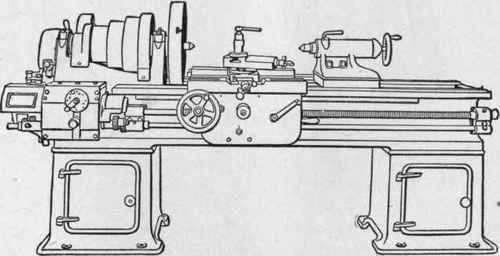
Fig. 240. - 28-inch Swing Instantaneous Change Gear Engine Lathe built by Schumacher & Boye.
It will be noticed that the spindle cone has but three steps, respectively 9, 11, and 13 inches in diameter, and adapted for a 3 1/2-inch belt. As the head is double back geared, the requisite number of different speeds is obtained, the back gear ratios being 3 1/2 to 1, and 10 to 1. The front bearing of the main spindle is 3 1/8 inches in diameter and 6 inches long. The spindle has a l 9/16-inch hole through its entire length, and reamed for a No. 4 Morse taper.
The change gear device is the one patented by Emmes, in 1902. and is very effective as a piece of practical mechanism, and is operated by a front and a top lever, swinging upon centers and carrying index pins which enter any one of a circle of index holes. Sliding pinions are also used upon the feed rod to still further enhance the value of the mechanism by providing for the operating or the disconnecting of the feed rod. The reverse for both feeding and thread cutting is handled at the head, and in the apron, as may be desired. The cutting feeds are locked "out" while threads are being cut, and vice versa. Forty changes of feeds and for thread cutting is provided for. The apron is constructed on simple and strong lines and is effective in withstanding the strains and shocks to which it is subjected. All the gears in it are made from drop forgings. The lathe with an 8-foot bed weighs 3,850 pounds.
This establishment makes lathes up to 48-inch swing, those of 32-inch swing and upward being provided with triple geared head-stocks which are built very strong, heavy, and rigid. These larger lathes all have the "instantaneous change gear" device, practically the same as that provided for the smaller lathes. The aprons of these lathes are of the box form and of very rigid construction, avoiding overhang as much as possible, and also the straining of pinions and studs. These studs are made of tool steel and run in bronze-lined boxes. The lead screw nuts are also of bronze. The main spindle, in the head-stock, is of 75-point carbon, crucible steel, has a 3 1/8-inch hole, and runs in phosphor bronze boxes. It is reamed for No. 6 Morse taper. The carriage has bearings through its entire length on the V's, and is gibbed both back and front. The compound rest has an angular feed by power with 12 inches travel. The apron and compound rest have steel gears throughout. The tail-stock is provided with a pawl which travels in a rack formed in the bed similar to those shown by Lodge & Shipley. The 48-inch lathe will swing 31 inches over the carriage. The lathe with a 14-foot bed weighs 17,500 pounds, and is a very strong and rigid lathe.
This lathe has forty changes of feeds and also the same number for thread cutting.
The company make the usual variety of lathe attachments and accessories necessary to fitting out their lathes with modern conveniences, which will be mentioned later and under headings that follow this in proper order. Many of these have found their way into the best machine shops of this country, and are much appreciated.
The LeBlond manufacture of lathes, like their milling machines, are well known in the market, and are noted for their good and careful design so as to properly meet the requirements which they have to fulfil. They are made from a good system of standard plugs, jigs, and templets, by which all the component parts are rendered interchangeable.
The spindles are all made from hammered crucible steel and finished by grinding. The boxes on the smaller lathes are composed of phosphor bronze, while those of the larger and heavier lathes are lined with genuine babbitt metal. The lead screws are made from 20-point carbon open hearth steel and are not splined, whereby the accuracy of the screw is maintained for good thread cutting. Thread-cutting stops are graduated in thousandths of an inch and right or left hand threads are arranged for by a reverse in the head.
The lateral and cross feeds are automatic and are properly graduated for good work. The aprons are unusually heavy and so arranged that it is impossible to throw in the rod feed and the lead screw feed at the same time. The rack pinion can be freed from engagement with the rack by lowering it out of its engaged position so that there is no undue resistance when thread cutting is to be done. It frequently happens that much friction is caused by these strains upon the moving parts of the apron and cause serious inconvenience and often damage or breakage to the ports, particularly to the rack pinion.
The tail-stock set-over arrangement is graduated so that tapers may be readily determined. They are of the overhanging type, frequently referred to as "the English style," whereby the compound rest may be swung around to a position almost parallel with the lathe bed.
The feed cones on the 12-inch to 24-inch swing lathes are so arranged that there are tighteners to apply to an improved chain-feed device so that there is none of the usual troubles from feed devices driven by belting. On the larger lathes there is provided an improved chain device, giving three independent feeds on the feed rod, and which can be changed instantly by a lever in the front of the head-stock.
Continue to:
My Books

