Engine Lathes Continued. Part 2
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Engine Lathes Continued. Part 2
While this establishment makes several types of lathes, it will be sufficient for our purpose here to introduce the regular engine lathe, and that of 24-inch swing is taken as a good example and shown in Fig. 241, which gives a front elevation, while Fig. 242

Fig. 241. - 24-inch Swing Engine Lathe built by the R. K. Le Blond Machine Tool Company.
is an end elevation showing the change gearing. The general description of this lathe is as follows:
The range of threads that can be cut is from 1 to 16 per inch. The main spindle is bored with a 2 1/16-inch hole and the front end bushed for a No. 5 Morse taper. The front bearing is 4| inches in diameter and 8 inches long. The lathe is driven by a five-step cone, the steps being from 6 to 17 inches in diameter and adapted for a 3 1/2- inch belt. While rated as a 24-inch swing lathe, it really swings 25} inches over the bed and 16 inches over the carriage. As a 10-foot bed lathe takes in 4 feet 4 inches between centers, it is seen that the head-stock and tail-stock occupy a space of 5 feet 8 inches on the bed, giving the opportunity to make both of these important features strong, rigid, and massive. As a 10-foot lathe weighs 5,900 pounds net, it is seen that the weight is 590 pounds per foot. Countershaft pulleys being 16 inches in diameter, and for 5-inch belt assures ample driving power, and which, run at 120 and 165 revolutions per minute, give a spindle speed of 2} to 460 revolutions per minute, which is as wide a range as would possibly be needed in a very large variety of work.

Fig. 242. - End Elevation of 24-inch Le Blond Lathe.
In the end elevation, shown in Fig. 242, the two stud-plates and the system of change gearing is clearly shown, and a good idea is given of the strength and stability of the lathe.
The operative parts of the apron of the smaller sizes of Le Blond lathes is shown in Fig. 243, by which it will be seen that they are very simple, and that therefore the parts may be made of sufficient strength to withstand the hard usage to which a lathe is often subjected. The operation of this mechanism is so simple that a detailed description does not seem necessary, although attention is called to the very simple manner of locking the rod feed out when the lead screw feed is in operation, and vice versa.
As no engraving of the exterior of a lathe can give a proper and correct idea of its interior construction, a full and complete drawing of a front elevation of this lathe is given in Fig. 244, particularly to illustrate this lathe and in a general way to show the construction of a modern engine lathe of a substantial and practical type for heavy, every-day work, and showing its general symmetry and good proportions.
The Bradford Machine Tool Company have recently developed a line of lathes which compare very favorably with those of other builders and possess some excellent features of strength, durability, and convenience for straight, every-day machine shop work.
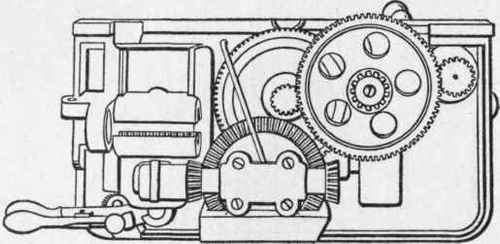
Fig. 243. - Apron of the 24-inch Le Blond Lathe.
In the design and construction of these lathes there are several noticeable features that may well be mentioned. None of them have cabinet legs. The old-style belt feed is used in nearly all of them. One of the exceptions is the 16-inch swing lathe which is adapted for tool-room work and has the rapid change gear device, patented by Johnson, which gives a wide range of turning feeds and thread-cutting pitches.
A front view of one of these lathes is given in Fig. 245.
The reverse in the head-stock of these lathes does not seem to be particularly effective. A tightening device for the feed belt on most of these lathes is handy and practical. There are other special features which will be noticed later on.
The main spindles of these lathes are of hammered crucible steel with adjustable, taper, bronze boxes; the journals (as well as all other cylindrical bearings of the lathe) are ground. In the 16-inch lathe the spindle is bored out to 1 1/8 inches.
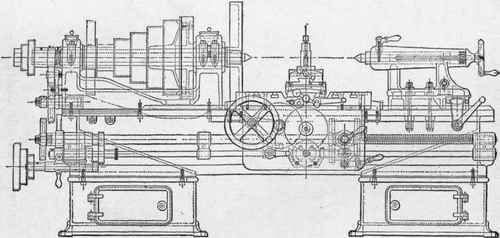
Fig. 244. - Complete Design of the 24-inch Le Blond Lathe.
The head cone is of five steps and adapted for a 2 1/2-inch belt. The lathe swings 10 3/8 inches over the carriage. The carriage and apron are of ample dimensions and the requisite strength for all practical purposes. The lathe is back geared 9 1/4 to 1. A 6-foot lathe weighs 2,000 pounds.

Fig. 245. - 16-inch Swing Engine Lathe, built by the Bradford Machine Tool Company.
This lathe will cut threads from 3 to 46 to the inch, and has a ratio of feeds of 4 1/2 times the number of threads per inch.
Figure 246 is a longitudinal section of the head-stock, giving a clear idea of the construction of the spindle, boxes, thrust bearings, and housings, as well as the form and strength of other parts of the head-stock. The thrush bearing is upon a fiber washer supported by a thrust screw and adjusting nut.
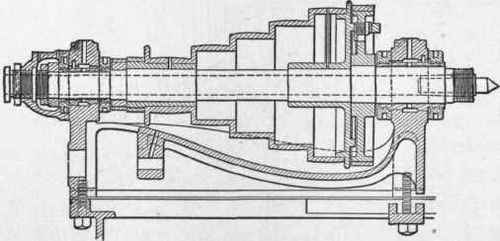
Fig. 246. - Longitudinal Section of the Head-Stock of thel6-inch Bradford Lathe.
A rear view of the apron is shown in Fig. 247, by which it will be seen that worms and worm-gears are avoided and the substantial arrangement of a large bevel gear and double bevel pinions, mounted in a sliding form, takes its place. The locking device for preventing the interference of the thread-cutting and turning feeds with each other is clearly shown. The smaller pinions and the large rack gear are of steel and the rack pinion is capable of being withdrawn when thread cutting is being done.
Continue to:
My Books

