Chapter XXI. Special Turret Lathes
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Chapter XXI. Special Turret Lathes
The R. K. Le Blond triple-geared turret lathe. General description. The Springfield Machine Tool Company's 24-inch engine lathe with a turret on the bed. Its special features. Its general dimensions. Its design and capacity. Turret lathe for brass work built by the Dreses Machine Tool Company. Its general description. Special features and construction. A combination turret lathe built by the R. K. Le Blond Machine Tool Company. A useful machine with many good features. A 15-inch swing brass forming lathe built by the Dreses Machine Tool Company. Its distinguishing features. Le Blond Machine Tool Company's plain turret lathe. Plainness and simplicity its strongest points. General dimensions. The Springfield Machine Tool Company's hand turret lathe. A modification of their 18-inch swing engine lathe. The Pratt & Whitney monitor lathe or turret-head chucking lathe. Its general features and construction.
The R. K. Le Blond Machine Tool Company build a line of well designed and substantial turret lathes, a representative of which is shown in Fig. 300, which is of a 31-inch swing, triple-geared machine with double back gears and a friction device, and is driven from a triple-speeded friction countershaft, by means of which fifteen speeds may be had without changing a belt, thus adapting it to a great range of work requiring different speeds in order to do the work with the maximum degree of efficiency.

Fig. 300. - 31-inch Triple Geared Turret Lathe, built by the R. K. Le Blond Machine Tool Company.
Special attention has evidently been given to the design, so as to have it very strong and rigid in all parts which support the working members so as to afford an ample protection against vibrations when taking heavy cuts. The head-stock is unusually large and massive.
It is back geared 55 to 1, so that it has enormous power for forming and facing cuts. The turret has a double bearing on the slide, making it perfectly rigid. It is locked with their patented locking pin, having a bearing on both sides of the locking ring. All wear can be taken up between the turret and stem by means of a taper bushing. The carriage is very heavy, gibbed both back and front, and the rack pinion is supported on both sides of the rack.
This lathe is especially fitted for box or forming tools, and will work a nest of roughing tools to good advantage. Changes of feed can be had instantly by the use of the lever shown on the bed; and, with half nuts in the apron, and any tapping work can be done with positive lead from the screw. A specially strong chuck is furnished having, in addition to the hardened jaws, a set of soft ones to be used for the second operation, so as to secure perfectly concentric work, which is frequently difficult, particularly when the limits of measurement and the exact running of the work are important conditions.
It will be noticed that the feed gears are of broad face and well adapted to heavy work and that the lathe carries a very heavy and strong chuck, which is all-important when heavy cuts are to be made as well as when the work itself consists of large and heavy pieces. It is particularly well adapted to machining forging up to the limits of its swing and of rough outline, which usually prove very trying to any lathe containing any inherent weakness of construction.
As an example of the second class, the 24-inch swing engine lathe, built by the Springfield Machine Tool Company, is shown in Fig. 301. In this case it will be seen that the carriage remains on the lathe as usual and may be used in conjunction with the turret which is pivoted to a slide, supported by a bed or saddle which rests upon the V's and is fixed to the bed in the usual manner.
While turrets thus applied to an engine lathe are usually equipped for hand feed only, there is a device furnished with them by some builders, by the use of which a power feed is provided. This is the case with the lathe here shown.
The turret slide is supplied with variable power feed and automatic stop, which in no manner interferes with the usual engine lathe feeds and screw-cutting mechanism, each being entirely independent of the other, and can be used separately or collectively as the work demands. Therefore, should conditions exist where the same lathe is to be used for turning work between centers as well as when held in chuck or face-plate, the tail-stock can be furnished with which the turret interchanges, and either a regular complete engine lathe is at hand or a modern turret lathe.
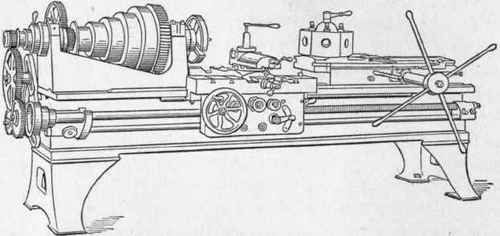
Fig. 301. - 24-inch Swing Engine Lathe with Turret on the Bed, built by the Springfield Machine Tool Company.
The turrets are all furnished with power feed, but are made to revolve automatically or by hand to suit the user.
The details are constructed with great care. The index ring is of large diameter and made of tool steel. The locking plunger is also made of tool steel slides between large bearings, with provision for adjustment to take up wear.
All the parts pertaining to the automatic revolving mechanism of turret are also made of tool steel and hardened.
Feeds are engaged and disengaged by levers conveniently placed in front of the pilot wheel.
Although these turrets are of massive proportions, and possess rigidity to an unusual degree, they are very conveniently handled, an important factor towards the ends sought.
Some of the dimensions of these turrets are as follows: width across flats, 12 1/2 inches; diameter of holes for holding tools, 2 1/2 inches; length of the top slide upon which the turret is pivoted, 46 inches; width of the bearing surface, 11 inches; length of bottom slide, or saddle, 30 inches; width of bottom slide, 11 inches; extreme distance between lathe spindle and turret face on a lathe with a 10-foot bed, 42 inches; weight of turret, 1,200 pounds.
Continue to:
My Books

