Regular Turret Lathes. Part 6
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Regular Turret Lathes. Part 6
The carriage is provided with a turret tool-post carrying four tools, any one of which may be instantly brought into position for cutting. These tools are independently adjustable as to height. The cross feed has micrometer index reading 1-1000 of an inch. Power cross feed and taper attachments are provided if desired. For each tool in the tool-post and for each face of the turret feed and dead stops, independently adjustable, are provided, by means of which the feed may be thrown out automatically at any desired point. The feed works are entirely novel and permit of four changes of feed being instantly obtained, either from the end of the machine or from the turret slide. The feed is also instantly reversible.
The four tools which may be carried in the carriage tool-holder are held by means of a large square plate, forced down by a heavy screw in its center. The tools are placed under the edges and parallel to them and brought into active position by the entire tool-holder top, swiveling turret-like upon a central pivot, when raised to the proper position for that purpose. Stops, independently adjustable, are arranged for each of these tools, both for lateral and cross feeds.
Turret stops are arranged at the rear of the machine and may be severally brought into working position by rotating the cylindrical carrier. They are, of course, independently adjustable.
In Fig. 296 is given a view of the top of the machine, which will serve to show the various operative parts of the turret and its stops, the revolving tool-holder on the carriage, and the taper attachment, much more clearly than is shown in the front view in Fig. 295, and on a much larger scale.
This description might be much more elaborate but the machine is quite well known among practical shop men and those having any special connection with this branch of machine business, and further details do not seem necessary.
Pond tools are considered good tools and are usually designed heavy enough and strong enough to stand the strain of any work that the machine may be called upon to do. While this remark applies to a great extent to all Pond tools, it is particularly applicable to the Pond rigid turret lathe, represented in Fig. 297, which well illustrates its massive construction. This is particularly true of the tool carriage and of the saddle which supports the turret, as well as the bed, which has the supporting legs cast with it. Its design is such as to furnish the best resistance and support for both the strain of weight and of torsion.
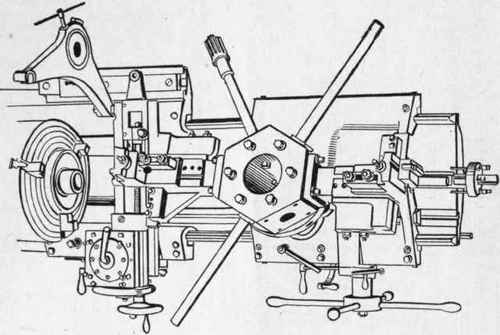
Fig. 296. - Top View of Gisholt Turret Lathe.
The swing over the carriage is almost as great as that over the ways, which permits the use of tool-post tools directly behind the work, and also allows the carriage to be run behind the chuck so that the turret may be brought up close to the chuck. Short, rigid tools with practically no overhang and short boring bars can therefore be used. In no other machine is this feature available.

Fig. 297. - The Pond Rigid Turret Lathe.
The design of the turret provides for six faces, three of which are of extra width, permitting the heaviest facing, multiple-turning, and forming tools to be rigidly attached. This turret is illustrated in plan in Fig. 298 and in elevation in Fig. 299, showing the narrow faces at A, A, A, in both figures and the wide faces B, B, B.
In the use of a tool held upon a shank it is obvious that the width of the face A is ample, as all that is necessary is sufficient strength around the tool-hole D, which is provided for in the square surface at A. In the case of large fixtures such as the inserted blade reamer for a conical hole shown at the front of the turret in Fig. 297, the very wide face, provided with a groove across the center into which a rib on the tool base fits, and the two T-slots for the four bolts securing it to the turret, are manifestly very valuable in holding the tool stiff and rigid, and doubtless suggested the name of "rigid turret," as there is every reason to assume such condition from the excellent design.
The turret is semi-automatic in its movements, the rapid forward and return movement and its rotation being controlled by one lever. It is indexed by worm and worm-wheel, centered by taper tool-steel locking pin, and clamped automatically by wide clamp rings having bearing a on its entire diameter, thus insuring both accuracy and rigidity. It is arranged with hand wheel for operation by hand if desired. Separate feed-screws are provided for turret and carriage, giving instantaneously six different feeds with same change-gears. Any feed available may be used on both the turret and cross carriages at the same time.

Fig. 298. - Plan of the Turret of the Pond Rigid Turret Lathe.

Fig. 299. - Elevation of the Turret of the Pond Rigid Turret Lathe.
The spindle bearings are of very large diameter and the hole in the spindle is 4 1/4 inches in diameter, counterbored to 5 1/8 inches in diameter, 18 inches in depth, so as to permit boring bars with both roughing and finishing cutters to be used; the roughing cutter being inside the spindle when the finishing cutter is at work. Head-stock has self-oiling bronze bearings and a two-step cone, providing for a very wide belt.
A complete line of standard tools is furnished with these machines for boring, facing, and turning. The firm has a department solely for this purpose, making a specialty of designing and furnishing box tools and dies for any work that can be handled on a turret lathe, and adapted to this machine and other machines of its class.
It will be noticed by reference to Fig. 297 that the changes of speed in the head-stock are effected by a single lever; the changes of feed by three levers and two index arms giving a great variety of feeds and adapting the machine to work on all kinds of metals and all diameters and forms having a circular cross section.
The general dimensions and capacities of the machine are as follows: swing over the V's, 28 inches; over the cross-slide, 24 1/2 inches; hole in spindle, 4 1/4 and counterbored to 5 1/8 inches for a depth of 18 inches from the front of the spindle. This machine will take in a bar 4 1/8 inches in diameter. The spindle bearings are: front bearing, 8x9 inches; rear bearing, 5 1/2 x 6 inches. All threads from \ to 64 per inch can be cut. The spindle speeds are twenty in number, and from 1 1/2 to 182 revolutions per minute in regular geometrical progression. The gearing ratios for the head-stock are respectively 3 1/2 to 1, 8 1/2 to 1, 22 to 1, and 57 to 1.
The tool-holding holes in the turret are 3 inches in diameter. The distance from face of chuck to face of turret when at its extreme position is 5 feet 4 inches. The travel of the turret is 5 feet and its speed is 25 feet per minute. The cross travel of the carriage is 36 inches, which is very liberal. The turret tool-post on the carriage has four tool positions.
The length of the machine over all is 15 feet 11 1/2 inches, and its width 5 feet 3 inches. The machine complete weighs 12,500 pounds, a very liberal weight for a machine of the capacity of this one.
Continue to:
My Books

