Engine Lathes. Part 3
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Engine Lathes. Part 3
The spindle cone is of five steps and adapted for a 2f-inch belt, or made of four steps for a 3 1/4-inch belt, as may be desired.
The carriage is gibbed on the inside and outside and has ample bearing on the V's, while the tool rests are unusually wide and long, and are supported the full length by the carriage, even when turning the largest diameters.
The feed mechanism is of new design and accomplishes in a simple and durable manner, and with as few gears as may be, all the results required in the most modern lathe. In a general way it may be described as attached to the front of the lathe in the form of a case in which a cone of nine gears is mounted upon a shaft, any one of which can be instantly engaged by simply moving the lever in front of the case. Upon another shaft located above the cone of gears and in line with the lead screw is a double clutch-gear controlled by the small lever on the top of the gear case. The shifting of this lever to three different positions increases the number of changes obtained by the lower lever to twenty-seven. This number may be doubled by sliding in or out a gear at the end of the lathe, thus giving fifty-four changes in all. An index attached to the front of the gear case shows the entire fifty-four changes, so that the operator may know instantly which lever it is necessary to move, and to what position to set it in order to obtain any of the different threads or the different cutting feeds shown upon the index, the entire mechanism being so simple that the most inexperienced operator soon understands its construction and its operation. The standard threads from 2 to 128, including 11 1/2, and feeds from 7 to 450 per inch, are readily obtained without removing a gear, while provision is made by which odd threads or feeds may be had at little trouble or expense. All the gears in the gear case are of coarse pitch, and being cut from the solid are practically unbreakable.
The rack and pinion are cut from steel, as are also all the gears, studs and plates in the apron, insuring a great degree of strength and durability even under the strains incident to very heavy duty.
This company make the usual variety of lathes as built by other establishments, and all of them are of good workmanship and with the well-earned reputation for good tools.
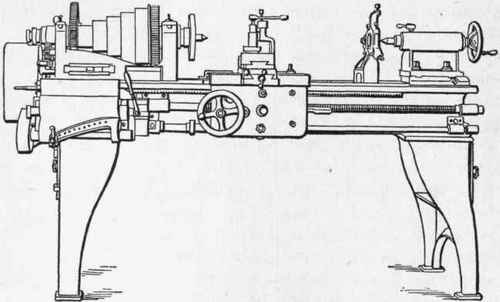
Fig. 229. - 16-inch Swing Engine built by the Prentice Bros. Company.
The Prentice Brothers Company have for years built lathes, good lathes, as must be judged by the fact that many hundreds of them have been sold and used all over the country. Among the older and more conservative establishments turning out this class of work, they have yet endeavored to meet the demands of modern methods, and in Fig. 229 is shown one of their 16-inch swing engine lathes, with a quick change gear mechanism and an "offset" tail-stock.
The head-stock is not as massive as in those of some other builders, though strong enough for most kinds of work which the lathe will be called upon to do. The spindle is of high carbon steel, with 2 1/2-inch by 4 1/2-inch front bearing and a l 1/8-inch hole in the spindle. The spindle is driven by a five-step cone, arranged for a 2 1/2-inch belt. The largest diameter of cone-step is 10 inches. The spindle runs in hard bronze bearings.
The quick change gear device contains the "cone of gears," so commonly used in these devices, and also a series of multiplying gears at the end of the head-stock, by means of which fifty-five changes may be made, from 2 to 60 threads per inch, and feed cuts from 10 to 320 per inch. All feeds are positive as no feed belts are used. The carriage and apron do not seem to be of sufficient length or weight to stand up rigidly to very heavy cuts with the use of high-speed tool steel. Neither does the bed seem to be as heavy, at least as deep, as we would expect to find in a modern lathe adapted to doing the heavy duty now expected of such a lathe. The lathe with a 6-foot bed weighs when boxed for shipment 1,850 pounds.
The "offset" tail-stock is a very useful feature, which is patented by the manufacturers and about which there has been much dispute with other builders who have made them from time to time.
Other than this feature and the quick change gear device the lathe appears to be their regular and well-known product of engine lathes.
The company make the usual variety of engine lathes of special design for special work as well as their plain lathes. These special machines, as well as various attachments and accessories, will be illustrated and described in future chapters, later on in this book, and attention called to their special features.
In 1865 P. Blaisdell began the building of lathes and has continued the business since. While no great efforts seem to have been made to bring out new and novel inventions, the Blaisdell lathes have always been known as machine tools, that are well made, reliable, and practical.
In Fig. 230 is shown an 18-inch swing lathe of their manufacture, that is a good example of their regular line of product.
The head-stock of this lathe has a cone of five steps which take a 2 3/4-inch belt. The spindle is made from hammered, cast crucible steel, and is bored out to 1 1/2 inches. The boxes are of gun metal or of cast iron lined with genuine babbitt metal, as may be preferred. The back gear ratio is 11 to 1, which is high for a lathe of this swing.
The lathe has a power cross feed with micrometer graduations for the cross-feed screw. There is furnished a rapid change gear device for feeding from 13 to 339 per inch, and a new and powerful friction warranted not to slip. There is a patented automatic stop on the feed rod. The lead screw will cut threads from 2 to 23, including 11 1/2 pipe thread. The net weight of this lathe with an 8-foot bed is 2,400 pounds.
Continue to:
My Books

