Engine Lathes. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Engine Lathes. Part 4
This company make a variety of lathes and lathe attachments and accessories, some of which are shown later on in this book, and under the appropriate heading, to which the reader's attention is directed if interested in this class of the product.
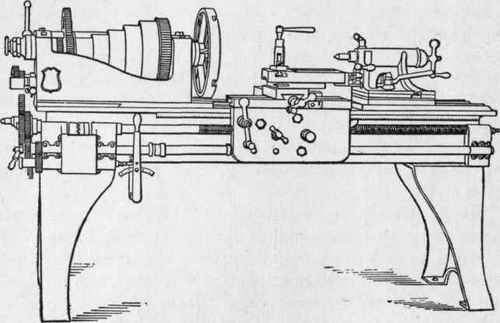
Fig. 230. - 18-inch Swing Engine Lathe, built by P. Blaisdell & Co.
The New Haven Manufacturing Company are among the older establishments building engine lathes, and for a number of years have built a line of very strong and substantial tools, notable not so much for fine finish as for rigidity and for practical utility, special attention having been given to the quality of the materials entering into them.
Figure 231 gives a front elevation of their 21-inch swing lathe, and Fig. 232 is an end view of the head and bed, showing the feeding and thread-cutting gears. The arrangement of the former is peculiar and the subject of a patent granted to the author. In this case there is fixed upon the outer end of the head-shaft a "cone of gears," with each of which is engaged an idle gear running loosely upon a stud fixed to a revolving plate, secured in any desired position by a spring pin as shown in the end view of the lathe.
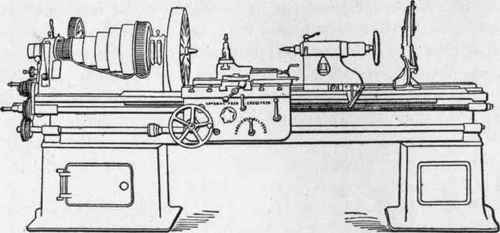
Fig. 231. - 21-inch Swing Engine Lathe, built by the New Haven Manufacturing Company.
When in either of the three operative positions, one of these idle gears connects the cone of gears on the head-shaft with a reversed cone of gears running loose upon a stud in an arm of the stud-plate, and one of them engaging with the gear running loose upon the lead screw, which gear in turn engages with a gear fixed to the feed rod. By this arrangement the plate carrying the three (or more) idle gears may, by revolving it to any one of its several positions, successively connect the different size of gears composing the cone of gears, and so, at one motion, changing the rate of feed. By the changing of a pin passing through the hub of the feed-rod gears, another series of feeds may be obtained. The engraving shows a revolving plate carrying but three idle gears. It is obvious that any reasonable number of idle gears may be carried and that by the use of multiplying gears these ratios may be had in several series of numbers. The object of mounting the second cone of gears upon a stud fixed in an arm cast integral with the main part of the stud-plate (shown in its inactive position) is so that when the regular change-gears are mounted upon the head-shaft and lead screw, and an idler placed upon the idler stud, and the stud-plate raised to an active position for the purpose of engaging the three change-gears thus mounted, the second cone of gears will be thrown out of their active position and the operation of the feed rod stopped. This same device may be applied to the cutting of threads if desired, by the addition of gears to the cone, and the use of multiplying gears to get ratios of 2 to 1, 3 to 1, and 4 to 1.
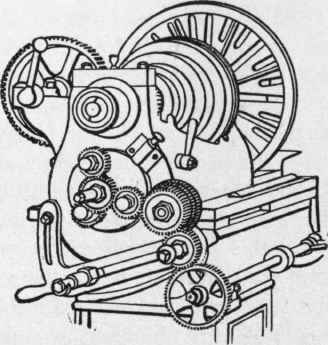
Fig. 232. -End Elevation of 21-inch New Haven Lathe.
Within the head-stock is a device for handling the reverse gears, consisting of a horizontal shaft operated by the handle seen in the front of the head, and having upon it a cylindrical cam cut with a groove consisting of two movements and three rests, in which is engaged a hardened steel pin fixed in the yoke-plate, carrying the reversing gears. By this arrangement the yoke-plate is readily locked in its "forward," "back," and "out" positions, and held perfectly rigid when moved from one position to the other. This device was also invented and patented by the author. Either of these devices can be operated while the lathe is in motion, without danger of breaking the teeth of the gears.
These lathes have hollow spindles and the one shown in the engraving is made to the following specifications. The beds are wide, deep and strongly braced and mounted upon cabinets of liberal dimensions. The width between the V's is such as to form the base of an equilateral triangle, whose apex is the center line of the lathe. The heads are very strong and rigid, having a solid web entirely across under the cone pulley. The spindle is bored out to 13/16 inches and runs in nickel bronze boxes. The front bearing is 3 1/2 inches in diameter and 5 1/4 inches long. The spindles are powerfully back geared and have hardened steel bushings and check-nut for taking up the end thrust. Cone pulleys have five steps of 5f to 13} inches diameter, and adapted for a 3-inch belt. The tail-stock is very rigid, with a "set-over" for turning tapers and is secured by two heavy steel bolts. The tail spindle is 2f inches in diameter and bored for a No. 4 Morse taper. The carriage is heavy and has a long bearing on the V's, to which it is scraped and fitted the entire length, and is gibbed at the front and back to the outside of the bed. It has power cross and lateral feeds, an automatic stop and a compound rest with a graduated base. The tool is adjusted as to height by a hardened steel concave ring and washer. The apron is very heavy, the operative parts simple and very strong. No worm-gears are used, their usual office being performed by a large bevel gear and two sliding bevel pinions, by which the motion is reversed. This sliding movement also operates a simple locking mechanism by which the thread cutting and feeding operations become entirely independent of each other, and each, when in operation, locks the other out automatically. The six regular changes of feed are 18, 25, 30, 40, 50, and 60 revolutions per inch of movement for both lateral and cross feed. All feed racks, rack pinion, studs, rod and lead screw, are made of special steel, and all nuts are case hardened.
Continue to:
My Books

