Lathe Attachments. Part 2
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Attachments. Part 2
Figure 152 shows a compound rest tool block arranged for forming the semicircular grooves in rolling mill rolls. In this case the tool-post M may be made in two or more sizes, as some of the grooves are small enough to necessitate quite a small tool-post. If a lathe is to be used exclusively for this work the compound rest may be removed entirely and a circular base provided, having worm-gear teeth cut in its edge. This will be held down in the same manner as the compound rest, and have fixed in a raised central portion tool-posts proper for the work for which it is designed. In any event it will be found necessary to construct the device in as strong a manner as possible, in order to prevent, as far as may be the chatter or vibration of the tool.
The device as shown will be found to be economical to make and apply, as well as very convenient and efficient in its operation.
All machinists who have ever undertaken to turn balls or partially spherical surfaces know how difficult it is to produce a satisfactory piece of work, either as regards finish, time required, or accuracy. In Fig. 153 is shown a compound rest containing an attachment for doing this work. In Fig. 154 is a bottom view of the same for the purpose of showing the operative parts.

Fig. 152.-Compound Rest of Attachment.
In its operation the lower slide or shoe A of the compound rest is fixed to the carriage. The cross-feed nut B is fixed to the rack C, which engages with the idle pinion, D, which in turn engages the gear E, which is fixed to the central stem of the compound rest tool block F.

Fig. 153. - Side Elevation of Ball Turning Attachment.
When in use the cross-feed is connected and started, and instead of moving the entire compound rest across the carriage as it ordinarily would, it moves only the rack C forward or back, which motion, being transmitted by the pinion D, and gear E, swings the compound-rest tool block F around on the center of the gear E, the shoe A being fast to the carriage.

Fig. 154. - Bottom View of Ball Turning Attachment.
The diameter of the work is regulated by the ordinary compound rest screw crank G, in the usual manner.
The turning of curved rolls such as shown in Fig. 155 is not provided for in the ordinary attachments sold with an engine lathe, and where this work is not done regularly so as to warrant the designing and building of an attachment for the purpose, some mechanism must be arranged for doing the work.
The engravings in Fig. 156, which is a cross section, and Fig. 157, which is a plan, show how an ingenious machinist managed to do this.
In the engravings, A is the bed of the lathe, B is the carriage, and C the compound rest. The curved bar D is attached to the bed by means of suitable brackets at each end, as shown in Fig. 157. This bar is made exactly to the curve which the rolls are to have, both on its concave and its convex edges, and serves as a guide for moving the compound rest forward and back so as to produce the proper curve in its travel across the work.

Fig. 155. - Forms of Convex and Concave Rolls to be Turned.

Fig. 156. - Cross Section of Attachment for Turning Convex and Concave Rolls.
To accomplish this travel the cross-feed screw nut E travels in a slot in the compound rest and may be fixed at any point therein by the screw F. Fixed to the rear end of the compound rest shoe C is a bracket G, in which is pivoted the small friction roller H, which bears against the edge of the curved former bar D. Attached also to the compound rest is the weight K, by means of a cord which runs over a sleeve L, attached to the lathe carriage.
In the use of this device the clamp screw F is tightened up so as to fix the cross-feed screw nut E in its place and the rough forging for the roll turned down nearly to the finish size and form in the usual manner. The clamp screw F is then loosened and the friction roll H brought against the curved guide-bar D by the weight K, and the finishing cuts taken to the proper curve.

Fig. 157. - Plan of Attachment for Turning Convex and Concave Rolls.
When the rolls are to be made largest in the center, the guide-bar D is reversed, bringing its convex side next to the friction roller H.
A similar attachment, or in fact this one, may be used to finish other curves, whether simple or compound, so long as the contour is made up of easy curves capable of being followed by the friction roller H, as shown in the engraving. Small pieces, say less than six inches in length, may be more economically finished by means of forming tools.
Another very desirable attachment for machining concave and convex surfaces is of German origin. Figure 158 shows a front elevation and Fig. 159 a plan of a lathe fitted with this attachment.

Fig. 158. - Front Elevation of Attachment for Turning Concave Surfaces.
It is very simple in its construction and consists of a radius bar A, which is pivoted at its rear end to a block D, and at its front end to the tool block of the compound rest at B. By reference to the plan in Fig. 159, it will be readily seen that as the cross-feed is operated, the compound rest must swing upon its center according to the radius of the bar A, and be governed by it.
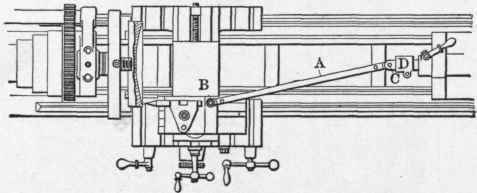
Fig. 159. - Plan of Attachment for Turning Concave Surfaces.
Continue to:
My Books

