Lathe Attachments. Part 3
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Attachments. Part 3
It is necessary for its practical working that all fits and adjustments must be nicely made and accurately set in order to have this attachment operative. Also, that unless the parts are all comparatively heavy and rigid, the cuts made would of necessity be light ones, otherwise the tool would be likely to have considerable vibration and leave "chatter marks" in the work.
It should also be remembered that for a large radius the tool must project out farther from the center of the compound rest as in other attachments of the kind, since the radius bar has nothing to do with determining or governing the radius of the curve machined.
Figure 160 is a front elevation and Fig. 161 a plan of a similar attachment to the above, and of like origin, having for its object the machining of convex surfaces. This is a more complex matter, and the manner in which it is accomplished is at once ingenious and practical, and, so far as the author is aware, is new in this country. In the design of an attachment so arranged as to effect the proper movement of the tool to produce a convex curve, that is, a drawing back of the cutting-tool as it advances, it is obvious that the length of the radius bar must be the same as the radius of the curve which it is to produce. The bar A is made to this length and is pivoted at I to a slide K, free to move longitudinally on the lathe bed. The other end of the bar A is pivoted to a cross-slide F, which moves on a guide E, rigidly secured to the lathe bed. The carriage cross-slide has attached to it the roller G, which engages jaws in the slide F, and hence, as it is fed across the surface of the work, the slide F is carried along with the carriage cross-slide. The resultant effect of the movement of the bar A is to move the block K along the lathe bed, and this movement is transmitted to the carriage by means of the connecting bar L, this compound movement causing the point of the tool to describe an arc of which the length of the bar A is the radius.
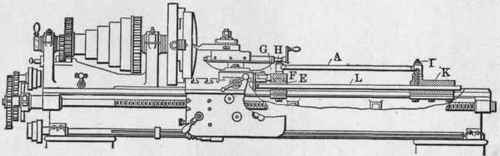
Fig. 160. - Front Elevation of Attachment for Turning Convex Surfaces.
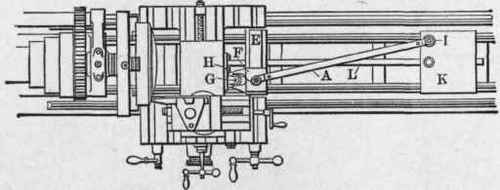
Fig. 161. - Plan of Attachment for Turning Convex Surfaces.
In this device, also, it is necessary to have all the parts strong and rigid, with bars, studs, bolts, etc., much larger and of better mechanical construction than those shown in the engraving, in order to insure accurate and well finished work as well that which will be economical in point of the time required to perform it.
In making cutters for use in milling machines, gear cutters and the like, it is not sufficient that the correct form be given to the face or cutting edge of the teeth only. This form must be carried on to the back of the teeth so that in grinding the face of the teeth, when they have become dulled from use, they will still maintain their original and correct form.
This would be a simple matter and might be readily accomplished in forming up the blank in the lathe previous to cutting the teeth, if it were not for the fact that there must be some "side clearance" allowed to the teeth. In other words, the teeth must be widest and the diameter of the cutter the largest across the cutting edge and the points of the teeth respectively, and the "form" carried back from this in a decreasing radius.
This form is produced by the process known by the technical term of "backing off."
There are various attachments in the market for performing this operation. The conditions of the case require that for each tooth of the cutter the forming tool must commence to cut at the cutting edge of the cutter, quickly move in toward the center until the cutting edge of the next tooth approaches, then fly back to the original position ready for cutting the next tooth. This motion is repeated for each tooth, and the tool-holding device must be likewise capable of being constantly adjusted to the depth of the cut as the metal is cut away so as to reduce it until the cut comes quite near the cutting edge.
From these conditions it will be seen that there must be a quick advance and an instantaneous return of the forming tool for each tooth of the cutter. To produce this movement is the function of the "backing-off" or "relieving" attachment.
An ingenious device of this kind is illustrated in Figs. 162, 163, and 164, of which Fig. 162 is a plan of the attachment, Fig. 163
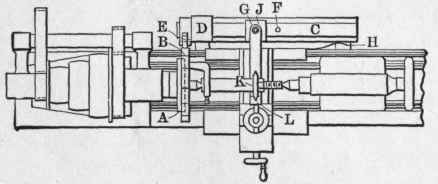
Fig. 162. - Attachment for "Backing-off" or "Relieving" the Teeth of Cutters.
shows one of the actuating cams, and Fig. 164 shows the bracket and friction roller that rests against the actuating cam shown in Fig. 163.
The construction of the device is as follows: Upon the small face-plate A of the lathe is fixed the actuating cam B, shown in Fig. 163. Upon the swivel bar of a regular taper attachment C is fixed the bracket D, in the upper end of which is journaled the friction roller E, which bears against the actuating cam B. The swivel bar is pivoted at F, as usual, and when used for the purposes of this attachment the clamping screws at either end (not shown) are left slightly loose so as to permit it to swivel slightly, and the friction roller E held tightly against the actuating cam B by means of a strong spring at H. K is the cutter to be "backed off," and L is the forming tool doing the work.

Fig. 163. -Ratchet Cam for "Backing-off" Attachment.

Fig. 164. - Bracket for Cam Roller of "Backing-off" Attachment.
Continue to:
My Books

