Lathe Attachments. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Attachments. Part 4
The compound rest, or cross-slide, as the case may be, is connected to the taper attachment sliding block J by a pivot bolt G, in the usual manner.
The operation of the device is this. The swivel bar of the taper attachment forms a lever by which the motion derived from the actuating cam B is conveyed to the tool-holding device of the compound rest, the forming tool being drawn in as the friction roll E rides up on the cam tooth, and suddenly dropping back to its original position as the roller drops off the point of the cam tooth, the actuating cam always revolving in the direction indicated by the arrow.
There are two important advantages possessed by this arrangement. First, it is very economically and conveniently applied to an engine lathe having a taper attachment. Second, as the taper attachment swivel bar is used as a lever in obtaining the motion desired, this leverage may be as small or as great as desired by bringing the pivot bolts F and G nearer together or farther apart. Thus the amount of "clearance" given to the teeth of the cutter is entirely under the control of the operator, who can change or modify this condition at any time, even while the work is in progress, by simply moving the taper-attachment brackets to the right or left on the lathe bed.
In Fig. 165 is shown the plan, and in Fig. 166 the elevation, of a convenient and practical stop for the cross-feed of an engine lathe. It is not only very useful in thread cutting but in getting accurate dimensions of both inside and outside work, as well as to accurately turn different diameters with the same tool and at the same setting.
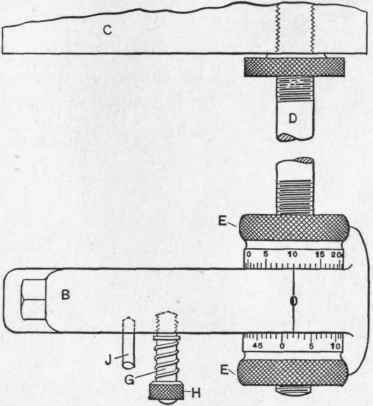
Fig. 165. - Plan of Micrometer Stop Attachment for Cross-Feed of Lathes.
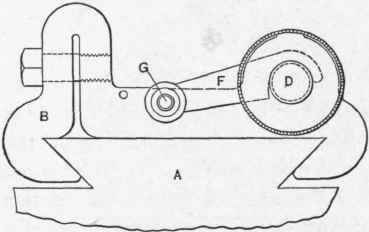
Fig. 166. - Front Elevation of Micrometer Stop Attachment for Cross-Feed of Lathes.
The construction of the device is as follows: Upon the cross-slide A is fitted the cross-feed stop B, constructed as usual. Through this piece and into the tool block C passes the stop stud D, being fixed in the latter piece. This stud is threaded 20 to the inch, and the micrometer nuts E, E, graduated in 50 spaces, thus giving a reading of .001, upon which quarter thousands may be easily determined.
The micrometer nuts are recessed on the side next to the feed stop B, and provided with a washer and short spiral spring. The washer is prevented from turning except with the nut by a small pin in the nut and fitting in a suitable notch in the edge of the washer. This washer is threaded the same as the nut E, and the action of the spring causes friction enough on the thread to prevent the nut from turning by any jar to which the lathe may be subjected. This construction also excludes dirt and takes up wear when the device has been in use for any great length of time.
Two micrometer nuts are used so that inside as well as outside work may be accurately turned.
When different diameters are to be turned, stop levers of varying thickness, one of which is shown at F, are used by placing them on the stud G, and secured by the nut H and its spiral spring. This stop must, of course, be exactly one half the difference between the large and the small diameter in thickness. In use it is turned down so as to come between the stop B and the micrometer nut E. When not in use it is turned over against the pin J. Two or more of these stops may be used without removing either of them, provided the one next to the stop B is used first and the others added successively to it, or vice versa.
While such an attachment as the one here shown is a valuable aid to a careful operator, it is not an assurance that accurate diameters will be continuously turned out when the operator becomes careless and "runs hard against the stop," or is guilty of the opposite error of not coming closely up to it. Both these errors have caused a great deal of trouble to shop foremen.
In these modern days and days of modern methods, when mechanical accuracy is the great desideratum, the subject of grinding cylindrical surfaces has absorbed a great deal of attention. It was long ago realized that it was next to impossible to construct a lathe so accurate that it was possible to turn a perfectly cylindrical piece of work upon it.
Grinding was formerly used principally in the construction of gages of various forms, but particularly cylindrical gages. As grinding machines were simplified and improved it was found that the grinding processes were continually becoming more economical, and that therefore the extreme accuracy which such processes made possible could be applied to many other kinds or classes of work.
Grinding as performed in an engine lathe was accomplished by a "home-made "grinding attachment, more or less crude, and bolted down to the lathe carriage, tool block, or compound rest. The spindle carried a grooved pulley from which a round leather belt went up to a wooden drum hung up over the lathe and driven by a short belt from the lathe countershaft. This drum was as long as any grinding job was expected to be, since the round belt must needs travel to and fro upon it as the lathe carriage carried the grinding attachments over the length of the piece of work to be ground.
It must be admitted that even with these crude devices much good work was accomplished, and that the way was thus opened for the much better work that followed later on.
With the introduction of electrical power and the ease with which small and compact motors could be constructed, the convenience of driving grinding devices was much increased and the old overhead wooden drum is fast becoming a thing of the past.
Continue to:
My Books

