Lathe Design: The Bed And Its Supports. Part 3
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Design: The Bed And Its Supports. Part 3
It was from such considerations and conditions as has just been illustrated and described that the author designed and built the 21-inch swing engine lathe shown in Fig. 33. This lathe met with exceptional success in the market both in a mechanical and financial way and a large number of them were built and sold, although they were brought out during a season of great depression both in mechanical and financial circles, when hardly a machine shop in the country was running full time, and many of them but eight hours a day for three days only in a week. After a couple of years these beds were changed to the rectangular form in order to satisfy the demands of customers, the depth being nearly as great as the one here shown is in its deepest part, and the weight much increased. The ends were made square and the rear box leg made a regular cabinet similar to the front cabinet. The lathe is still built with very little change in its general design except as above specified, although it was originally designed over a dozen years ago.
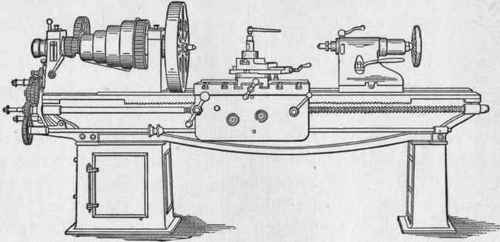
Fig. 33. - A 21-inch Lathe with the Parabolic Form of Bed. Designed By The Author.
It will be noticed in the design shown in Fig. 33 that the front end of the front cabinet is in a vertical line with the front end of the head-stock, as suggested by Professor Sweet, and about twelve years before his article was published, although it is probable that he had held the same opinions therein expressed for a much longer period than this would indicate.
There is much diversity of opinion as to the proper method of designing the "shears," "ways," "tracks," "V's" or by whatever term we may designate the top portion of a lathe bed.
It has been shown in the "old chain lathe," Fig. 13, when beds were made of wood, that the V's were made of strips of wrought iron set on edge and fastened in rabbits cut in the wooden bed, their upper edges chipped and filed in the form of an inverted V. There were only two of these, the head-stock, tail-stock and carriage, all resting upon the same V's. Consequently, the carriage was not able to run past the head-stock or the tail-stock, as is the case with the modern lathe-bed having four V's.
The usual form of construction is shown in cross section in Fig. 34, which is drawn to the usual proportion of the component parts of a bed. As a matter of strength, stability, and rigidity, the center, at the top, of the inside V's A, A, and the lathe center or center of the head spindle B, should form an equilateral triangle. An arc C, of a radius struck from the center B, and just clearing the V at A, will be the radius of the swing of the lathe This matter of determining "the swing" of a lathe differs materially as between the practice of this country and England. An English author, Mr. Joseph Horner, states it thus: "The 'centers' signifies the distance from the top face of the bed to the centers of the spindles. English and continental lathes are designated thus, but American by twice the centers, or the 'swing,' in other words - the maximum diameter which a lathe will carry over the bed." And with all due respect to the opinions and practice of our cousins "on the other side," it would seem the proper designation, and the one in which a prospective purchaser would be most interested, to tell him how large a piece of work could be done in the lathe, rather than to tell him the half of this diameter, or the radius, and let him have the trouble of the mental calculation of multiplying this dimension by two every time it is mentioned. It may seem all right when one is accustomed to it, but, like the English monetary system of pounds, shillings, and pence, it seems unnecessarily cumbersome when compared with the directness of the American expression.
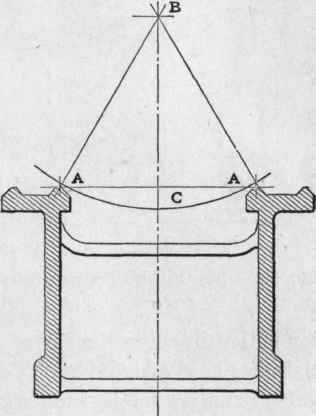
Fig. 34. - The Usual Form of Cross Section of Bed with Four V's.
In order to increase the swing of the lathe without raising the head spindle in relation to the bed, some builders prefer to omit the inside V's, as shown in Fig. 35, by which means the arc C, as given in Fig. 34, and here shown as a dotted line, is increased to the arc D, and the swing of the lathe increased by twice this difference. In this case the head-stock and the tail-stock are both fitted to the flat top of the bed and also have a projecting rib or its equivalent built down and fitted to the inside of the inwardly projecting flange of the top of the bed. This method of construction is that in use in English and continental lathes and in recent years has been adopted by some lathe builders in this country.
Still another method for increasing the swing is shown in Fig. 36. This is by lowering the inside V's, upon which the head-stock and tail-stock rest, and leaving the outer V's supporting the carriage in their original position. In this engraving the arcs, representing the radius of the swing in the two former examples, are shown in dotted lines, and the increased arc E by a full line. There are other advantages in the form of construction shown in Figs. 35 and 36, which will be noticed later on.
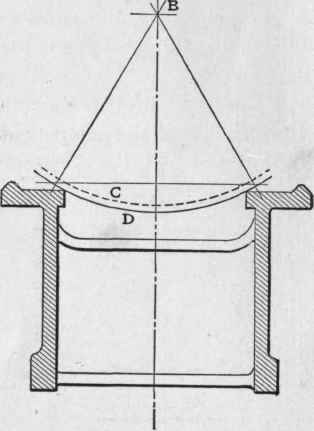
Fig. 35. - The English Form of Bed with only Two V's.
In Fig. 37 is shown the form of bed adapted by Lodge & Shipley, which will be seen to be a modification of the preceding examples in that, in this case, the English form of a flat surface is used in place of the front V, while at the rear the inverted V-shape is retained. There are several advantages in this form. The rear V is preferred by some as a better method of locating the head-stock and tail-stock in perfect alignment, inasmuch as that while the head-stock, once located and securely bolted down, remains in its fixed position whether resting on V's or upon a flat surface and between vertical faces as in the English lathe. With the movable tail-stock this is different. There is a constant tendency to wear in all directions of contact, and if fitted between vertical surfaces this tendency will in time throw it out of line. When resting upon the inclined surfaces of the inverted V, the wear is likely to be equal on the two sides and the lateral alignment is maintained, while the vertical wear will be considerably less than that of the head spindle in the boxes, which should be vertically adjustable to compensate for this wear and so a proper and perfect alignment of the two be maintained.

Fig. 36. - Bed with Depressed Inside V's, giving Increased Swing.
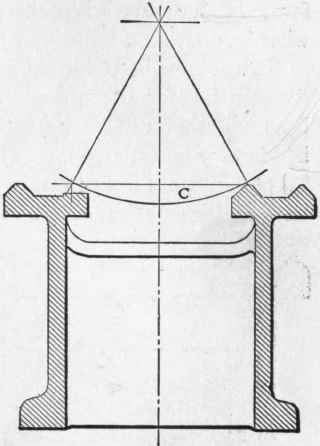
Fig. 37. - The Lodge & Shipley Form of Bed.
Continue to:
My Books

