Lathe Design: The Bed And Its Supports. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Design: The Bed And Its Supports. Part 4
The bed shown in Fig. 37 is considerably deeper than the former examples, but corresponds very nearly to the proportions that have been found necessary to the proper strength and rigidity of the modern lathe when used under the severe strains and hard usage incident to modern shop methods and to the use of high-speed tool steels, with the necessity for the rapid reduction of the diameter of the stock which would in former times have been considered very wasteful of materials, but which in these days of cheap machine steel are much more economical than the usual processes of forging the parts to nearly the diameters necessary, as was formerly the usage when the price of steel was very much above what it is now and the cost of labor considerably less.
It will have been noticed in the engravings of the cross sections or beds thus far given, that the "side plates" or outer walls have been uniform on the two sides and across the ends. Also, that the bed is very much strengthened by the track or flat upper member. To obtain a casting of nearly uniform shrinkage throughout, and to diminish as much as may be the unequal strains, as well as to add to the strength and stiffness of the bed, the lower edge has been reen-forced by an additional thickness for a short distance from the lower edge. This has been made of different forms by different designers, but is substantially as shown in these engravings.
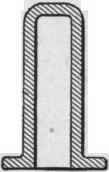
In Fig. 38 is shown an ideal form of bed combining great strength and stiffness with a minimum amount of material when its rigidity is considered. Much is said in machine tool design of the "box form," and while in some instances its merits may have been overrated it certainly is a form possessing most excellent qualities of strength, stiffness, and power to withstand torsional strains as well as to rigidly support heavy loads. It is for these reasons that this bed is designed as it is, and for these reasons it seems fair to call it an ideal form. The entire length of the sides or "side plates," are double, or of the "box form," tied together at frequent intervals so that the outer and inner wall properly support each other. To "balance the casting," there is not only an additional thickness of metal at the bottom of the outer wall, on the outside, but an inwardly projecting flange along the inside of the inside wall at the bottom. As far as possible the casting and all its component parts are of as nearly as may be the same thickness, so as to reduce to a minimum the internal strains of the casting as it cools after being "poured."

Fig. 38. - Ideal Form of Bed to Resist Torsional Strains.
A further reference to the form and disposition of the cross-braces or cross-ties is made a little further on in describing these members of the casting.
Thus far the cross section of the bed, and its component parts of the side plates, the track or top portion and the V's, have been shown, in addition to the front elevations and the various forms of beds for supporting the weight of the head-stock, the tail-stock, and the carriage. The next feature to be considered will be the "cross-bars," or "cross-ties" as they are sometimes called.
A
B

C

D
E

Fig. 39. - Forms of Cross-Ties or Braces.
The cross sections of these various forms are shown in Fig. 39 at A, B, C, D, and E, which give the principal forms in common use. At A is the simple form or single bar, set on edge and used in the earlier forms of cast iron lathe beds for many years. The desire to get some form more rigid laterally led to the addition of a horizontal rib, first on the top edge only and then on the bottom also, making the I-beam section shown at B. This was for many years considered quite sufficient for the purpose until the desire for more strength and stiffness led to the adoption of the "box form" shown at C. Later on this form was still further strengthened by the addition of outwardly projecting ribs or flanges at the bottom edges forming the section that is shown at D. To this form has since been added the top ribs as shown at E, and the question has, for the time at least, been solved, of making as strong and rigid a cross-bar as is possible.
It will be noticed that wherever these forms are with double walls the internal space is closed at the top. This occurs, first, as the bed is cast bottom side up, and it is more convenient to pour the molten iron into this form and have a solid casting; it gives a better appearance to the top of the cross-bar in the finished lathe; and a cross-bar open at the top would furnish a receptacle for dirt, chips, and small articles that would occasionally drop into it.
These cross-bars were located at right angles to the length of the bed as shown in plan in Fig. 40, their distances apart in the earlier forms of beds being two or three times the width of the center of the bed. This distance was gradually reduced as the beds were made heavier and stronger, until ten or fifteen years ago it was frequently the case that the cross-braces were spaced considerably less distance apart than the width of the bed, particularly in the wider beds used for heavy lathes, say from 36-inch swing and larger. This method of locating them prevailed in the use of the forms shown in cross section at A, B, and C, Fig. 39.

Fig. 40. - The Usual Manner of Placing the Cross-Ties.
Continue to:
My Books

