Lathe Design: The Bed And Its Supports. Part 5
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Design: The Bed And Its Supports. Part 5
As still stronger and more rigid beds were called for, the braces were placed at an angle, generally crossing each other, and of the form and proportion shown in plan in Fig. 41. In this case it was usual to use the forms shown in cross section at B, C and D, Fig. 39. The angle at which these were set was varied by different builders, that here shown being 45 degrees, and the most usual angle used.
In Fig. 42 is shown a plan of the ideal bed, a cross section of which is shown in Fig. 38. These cross-braces are made of the sectional form shown in Fig. 39, at E, and are placed at an angle of 30 degrees with the side of the bed, and in the illustration the spaces between the walls of the braces as well as the bed are shown, and also the proper spacing from the head end of the bed. It will be readily seen that such a form of casting insures great stiffness and rigidity and guarantees the casting against torsional strains, as well as against unequal strains as the casting is cooling. As a matter of design in providing a rigid bed this form seems to realize all the desirable qualities that leave nothing more to be desired. Yet it is possible that in the continual development of the lathe, better methods and stronger beds will be brought out, for what we consider to be of ample strength to-day may be relegated to the scrap-heap a dozen years from now.
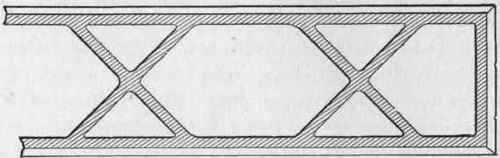
Fig. 41. - Angular Bracing with the Cross-Ties.
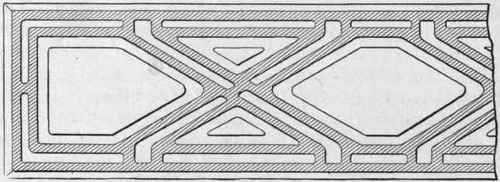
Fig. 42. - Ideal Manner of Arranging Angular Bracing with Cross-Ties.
The form of the "track" or upper portion of the lathe bed has much to do with the form and strength of the carriage which it supports. In the early form of wooden beds, with two V's formed from wrought iron bars set upon edge and chipped and filed to the inverted V form, with the head-stock, tail-stock, and carriage all resting upon them, the carriage had, of necessity, to be made with scant bearing on the V's, that is, very narrow, measured along the length of the bed, as it could not pass the head-stock and the tail-stock as the "wings" of the carriage do in the later forms of bed with four V's, or their equivalent. Consequently, the head center of the lathe had considerably more "overhang" than it has at present, in order to permit the tool to be worked up near the lathe center; and the same was true of working up closely to the tail-stock center.
With the advent of cast iron beds four V's were usually provided for. Whether the idea of four V's came in with the cast iron bed is not certain, as it is entirely possible that some ingenious machinist fitted the wrought iron strips, not only to the inside but to the outside of the two wooden beams composing the bed, and so accomplished the same results as to providing a "wing carriage," capable of passing the head-stock and the tail-stock as we have them to-day.
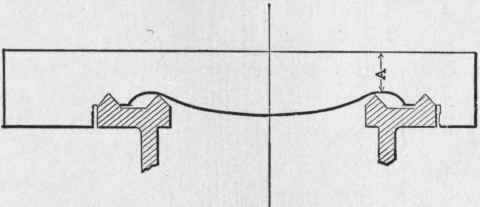
Fig. 43. - A Carriage on a Bed with Inside V's.
The lathe bed with four V's and the carriage suitable for it is shown in Fig. 43, by which it will be seen that the portion of the carriage coming over the inside V's at A must be cut away so as to clear them entirely, as the carriage must rest wholly upon the outer V's. The necessity for this cutting away to clear the inside V's is a source of weakness to the carriage, and the only way to compensate for it is to make this part of the carriage broader, which does not add much to its strength, or to make it deeper, which lessens the capacity of the lathe by decreasing its possible "swing over the carriage."
In Fig. 44 is shown the effect when the inside V's are omitted, and the carriage at A may be made of much greater strength without raising its top line so as to decrease the swing over the carriage.
It is clear that so far as the convenience of design and the strength of the carriage is concerned this form of bed is preferable to the one having four V's. There is one disadvantage, however, which occurs in fitting the head-stock and the tail-stock to this vertical inner surface of the "track" at B, B. The head-stock, being fixed to the bed, may be tightly fitted and remain so, but the tail-stock, from its being a movable part and frequently run back and forth, will in time wear sufficiently to throw its center out of line with the center of the head spindle. This disadvantage may be obviated by making these vertical surfaces B, B, slightly inclined.
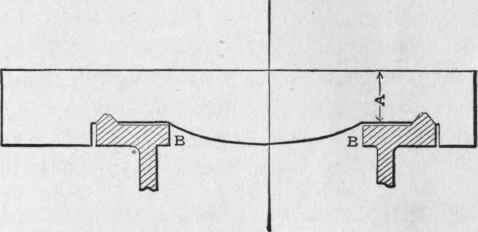
Fig. 44. - A Carriage on a Bed when Inside V's are Omitted.
This inclination to the inner surfaces of the track of the bed is shown in Fig. 45, which gives the form of a carriage when designed to fit the ideal form of bed shown in Figs. 38 and 42. In this case the full strength of the carriage is maintained and a second support is furnished it inside of the outer V at the front and back by the contact of flat, horizontal surfaces in the place where the inside V would be in the form of bed having four V's. This construction shortens very much the "span" of the carriage between supports and consequently renders it much more stiff and rigid, adapting it to much more severe strains in heavy work than either style of carriage preceding it. In fact it is the strongest carriage now known, in proportion to its weight.

Fig. 45. - Form of Carriage for Ideal Form of Bed.
Continue to:
My Books

