The Lathe Development Since Introduction Of Screw Threads. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
The Lathe Development Since Introduction Of Screw Threads. Part 4
The carriage was of the roughest description and had a hand cross feed for the tool block, which carried the old-fashioned tool-clamping device held in place by studs and nuts. The longitudinal hand feed was by means of a crankshaft and pinion with cast teeth and a rack similarly formed, fastened to the front of the bed by wood screws. The longitudinal power feed was by means of an ordinary iron chain (hence the common name of "chain lathe" given to a lathe having this method of feeding). This chain ran over a very clumsy form of sprocket-wheel made somewhat similar to those used in chain hoists of the present day. At the head end of the lathe this sprocket-wheel was fixed upon a shaft which carried on its front end a very crude form of a worm-wheel arranged to engage with an equally crude worm upon a shaft journaled in boxes at the front of the bed, one of which was pivoted to the front of the bed and the other capable of sliding vertically and therefore making provision for dropping this worm out of contact with the worm-gear when it was desired to "throw out the feed." To keep this feeding mechanism in gear a lever was pivoted upon the front side of the lathe bed, one end connected with the sliding box of the worm-gear shaft and the other hooked under a pin driven into the front of the lathe bed, as shown in the engraving.
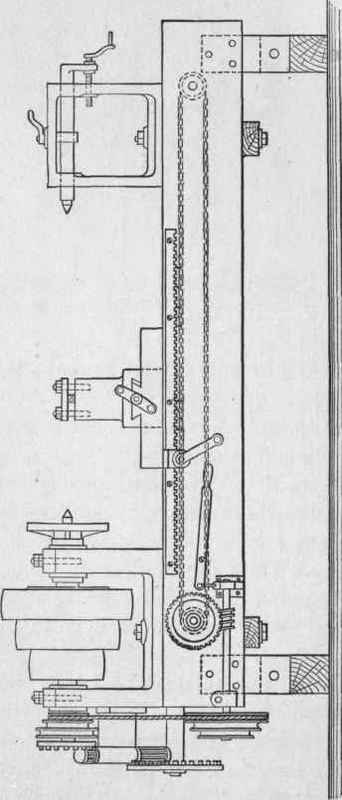
Fig. 13. - Front Elevation of Old "Chain Lathe."
This worm-shaft was driven by a round leather belt working in one of the grooves of a three-step cone pulley fixed upon it, and extending up to a similar three-step cone pulley fixed upon the rear end of the main spindle. These pulleys were of hard wood and attached to cast iron flanges fixed in place. The belt was a "homemade" production but very much resembling the best twisted round leather belts of the present day, and was about three quarters of an inch in diameter.
The belt on the cone pulley upon the main spindle was about three and a half inches wide, the large step on the cone being about twenty inches in diameter.
It will be noticed that no provisions was made in this lathe for cutting left-hand threads. It seems altogether probable that the use of left-hand threads began many years after right-hand threads were developed and used, as the need of them no doubt did not exist until the mechanical arts were much farther advanced and possibly not until they were wanted for producing a contrary motion in devices using the worm and worm gear.
The tail-stock was of very simple construction, as will be seen in the engraving, the tail spindle having formed upon its rear end a downwardly projecting arm which embraced a screw tapped into the main casting and being provided with a crank by which it was operated. To bind the spindle in any desired position a ring was provided, through which the tail spindle passed, and to which was welded a bolt end passing up through the casting and being provided with a lever nut as shown. It will be noticed that by this construction the operation of binding or clamping the tail spindle tended to raise it out of its true bearing position and hold it suspended by this binder and its contact with the top surfaces of the holes through which it passed in the main casting. This continued to be the practice for clamping a tail spindle for many years before the present method of splitting the bearing at the front and fastening it by a clamping screw was first used.
The lead screw was placed at the back of the lathe and had fitted upon it a curved forging, carrying a solid nut and capable of being attached to the carriage by two bolts when it was desired to cut threads. This forging was frequently called a "goose neck," from its peculiar curved shape. The thread of the lead screws was square and four threads to the inch. It was, of course, made of wrought iron, the use of steel for this purpose being of much later date.
The method of driving the lead screws was characteristic and peculiar and is one of the main reasons for introducing this lathe to the attention of the readers of this book, as it marks one of the first known methods of changing the ratio of speed between the main spindle and the lead screw by means of gears of a varying number of teeth, which is here done in a very crude but comparatively effective manner. This method was as follows: Upon the rear end of the main spindle was fixed a flange having in its face a series of pins which formed the teeth of a "crown gear" and which engaged with a "lantern pinion" fixed upon an inclined shaft journaled in a bracket fixed to the lathe head and lining with the lead screw. This lantern pinion was made of two heads fitted upon the shaft and having pins running through the heads in a line parallel with the axis of the shaft, similar to the method seen in a brass clock.
Upon the lead screw was a crown wheel similar to that upon the rear end of the main spindle, and whose pins, or teeth, engaged with those formed by the pins or rods in the lantern pinion upon the lower end of the inclined shaft. The fact that this lantern pinion was of much greater length than that on the upper end would seem to indicate that the designer or builder of the lathe had intended to use different sized wheels on the end of the lead screw for the purpose of producing different ratios between the speed of the lead screw and that of the main spindle, and therefore to cut threads of differing pitches. This seems to have been the earliest method of producing this result by a change of gearing, and probably antedated the method of using differing diameters of spur gears, as it is well known that the crown wheel or pin gear and lantern pinion were the oldest form of gearing, and in use in Egypt at a very early date, and that an imitation of our spur gear was made in a similar manner by inserting the pins in the periphery of the wheel instead of its face. The builder of the lathe in question probably borrowed his idea from some lathes very much older and which he had seen in his native country, as regular spur gearing for the same purpose had been used at a considerably earlier date than the building of his lathe, and as he was a man past middle life at that time. The lathe was built about 1830 and was in active service as late as 1875, although the lantern pinions and pin gears had been discarded and hung up on the walls of the old shop, and in their place were the usual spur gears, and a stud plate had been added for the purpose of carrying an idle gear so as to accommodate different sizes of change gears, and a second idler when left-hand threads were to be cut. Otherwise the old lathe remained as it was originally built.

Fig. 14. - Putnam Lathe built in 1836.
Continue to:
My Books

