Lathe Development Since the Introduction Of Screw Threads. Part 5
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Development Since the Introduction Of Screw Threads. Part 5
The transition from wooden to iron beds and legs for lathes was probably made by the early builders of these machines about 1840 or a few years later. It is certain that in 1850 lathes with iron beds were made in New Haven, Conn., and that from this time on iron was universally used for this purpose.
A good example of these lathes built about the time of the change from wood to iron beds is furnished in Fig. 14, of one of the lathes built by J. & S. W. Putnam, in Fitchburg, Mass., about the year 1836, or somewhat earlier, and shows in a remarkably sharp contrast with those of the present day when all possible devices are adopted for powerful drives, rapid change gear devices for both feeding and for thread cutting, to the common inch standard and those measured by the metric system; with micrometer gages and stops; with turrets located upon the bed or upon the carriage; and with all manner of attachments and accessories for doing a great and almost endless variety of extremely accurate work, as well as for turning out an immense quantity of it.
One other example of the early lathes is shown that was in some respect somewhat ahead of its time, as will be pointed out. It is a 20-inch swing lathe built by A. M. Freeland, in New York City, in 1853. It is shown in Fig. 15. It is said that Mr. Freeland used English machines as his models and was an admirer of Whit-worth and his ideals of what machine tools should be. In this lathe the flat-top bed is used as in many English and some very good American lathes at the present time. It will be noticed that the apron is in a somewhat abbreviated form, only sufficient to support its very simple operative mechanism.
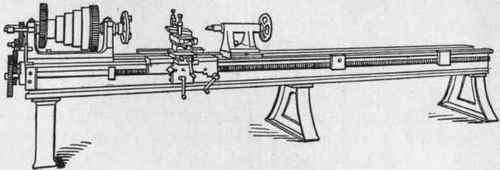
Fig. 15. - Freeland Lathe built in 1853.
The carriage carried a cross-slide upon which were two tool-posts, one in front and one in the rear, which were connected by a right and left cross-feed screw, while there was a short supplemental screw for adjusting the back tool independently of the front one, and also a longitudinal screw for adjusting the tool lengthwise of the work being turned, so that the second or back tool would cut a portion of the feed, as the roughing cut and the front one take the remainder. It will be understood that the back tool is used upside down as in the modern lathes carrying the second tool.
There was no rack and pinion arrangement for lateral hand feed for the carriage, the lead screw being used for this purpose by engaging with its thread a pinion fixed to the shaft operated by the crank at the right-hand end of the apron.
It will be noticed that the driving-cone on the spindle has five steps, as in a modern lathe. The bed seems so light that it would now be called frail, in view of the present duty expected of a lathe of this swing, and in sharp contrast with the massive beds now used.
In future chapters will be shown the modern American lathes with all their peculiar features illustrated, explained, and commented upon as this work progresses, taking up, not only the regular types of engine lathes, but also those of a more special nature such as turret lathes, pattern lathes, bench lathes, high-speed lathes, gap lathes, forming lathes, precision lathes, multiple spindle lathes, and so on, including lathes driven with belts from a countershaft in the usual manner, and also those driven by electric motors with the most modern appliances.
In illustrating and describing these lathes much care has been exercised to have both the illustration and the description correct as to the facts shown and commented upon, and to this end the builders themselves have furnished the necessary facts so that the statements herein given are from proper authority and may be relied upon in considering the proper selection of the lathe best suited for the work for which it is to be purchased.
Continue to:
My Books

