Screw-Cutting By Self-Acting Lathe. Part 2
Description
This section is from the book "Turning Lathes", by James Lukin. Also available from Amazon: Turning Lathes: A Guide to Turning, Screw Cutting, Metal Spinning and Ornamental Turning.
Screw-Cutting By Self-Acting Lathe. Part 2
Rule 2. - Proceed according to Rule 1, setting forth the ratio of screw to be cut to leading screw in simple fractional form; then assume any two other equal wheels, for second driver and driven, also set forth in fractional form, and divide one driver and one driven by any convenient divisor to bring the figures within the compass of your wheels.
Example. - To cut a screw of twenty-five threads per inch, with a leading screw having four threads per inch:
4/25 x 10 = 40 /250; assume 100/100; divide one driver and one driven by five, and we have
40/50 20/100, the four wheels required.
Again. - To cut twenty-two threads per inch, with a leading screw of two threads per inch:
2/22 X 10 = 20/220; assume 100/100 4 = 20/55 25/100 wheels required.
Again. - To cut nineteen threads per inch, with a leading screw of four threads per inch:
4/19 x 10 = 40/190 assume 100/100 2 = 40/95 50/100 wheels required.
It need only be added, that if any mechanical difficulty arise in gearing any wheels, when once the correct ratio is established, any drivers or driven may be subjected to addition, subtraction, multiplication, or division, without affecting the result, so long as the ratio is maintained.
Thus: 40/60 + a quarter = 50/75, will be the same.
or 60/75 - a third = 40/50 or 20/50 x 2 = 40/100 or 15/25 x 3 = 45/75 or 90/120 - 3 = 30/40 etc, etc.
In order to insure the tool dropping into the same track at each cut, the simplest way is to mark a stop on the bed, or, better, put a stop of wood, or anything convenient, abutting against the front of the poppet, to bring the saddle back to at each cut.
When commencing, have the saddle up to this stop, the nut closed on screw, and all ready to start the first cut. Carefully mark the position of both spindle and screw by chalking the wheels; then proceed.
"When the cut is taken, withdraw the tool and disengage the nut; run the saddle back to the stop; turn the lathe till both spindle and screw come to their marked position; close the nut; advance the tool, and it will drop into its correct track for the next cut.
This precaution is not necessary in simple pitches either the same as or multiples of the pitch of leading screw, in which cases our tool will drop into its place correctly without trouble.
In setting up the tool to start each fresh cut, be careful not to be too eager to get the work done, and spoil all; but take just so deep a cut as will best and quickest do the work.
In this adjustment of the tool, the rough-and-ready method prevailing among workmen is to chalk the collar of the slide screw and its bearing, and after withdrawing the tool at the end of each cut by means of the slide screw, to set it up for the next to the chalk mark of the last cut, and so much more of a revolution of the slide screw as practice shows will give the requisite depth of cut; then wipe out the last chalk mark, and mark afresh. But this method lacks science and system, and is, after all, but a rough method, constantly-liable to variation of depth of cut.
To better insure accuracy in this matter, the Britannia Company have patented a little appliance which they call a micrometer. It is made to apply to any ordinary lathe, and consists of a small frame, or bed, attached in a minute to the saddle, and carrying a carefully-cut screw of ten threads per inch, with a collar again divided into ten parts, and a milled head for turning it by thumb and finger. On this is a nut, which can thus be advanced or withdrawn to any desired fixed distance, correctly indicated by the index point of the frame, and read off the graduated collar of the screw. A stop pin is fixed into the transverse slide of the saddle, and the nut brought up to this pin; and thus the exact position of the slide, and the tool it carries, is correctly indicated, and any required advance of the tool for a new cut is measured by turning the screw such portion of its revolution as may give the required depth to the one-hundredth part of an inch. It is adapted for inside or outside screw-cutting; and, while one cut is in progress, the tool can be accurately adjusted for the following cut. It can also be applied to any lathe with a slide-rest - for accurately measuring the cut, and so insuring uniformity; and for ornamental drilling and fluting.
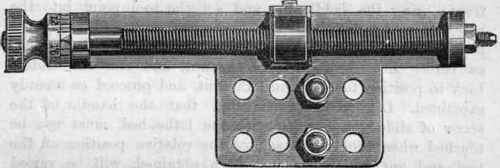
Fig. 21. - Britannia Company's Patent Micrometer Guide.
For the guidance of the novice, a few useful hints in preparing his work for screw-cutting are added.
He will, by this time, have carefully read and put into practice the operations set forth in Chapter VL, and will be able to turn - or, in workshop parlance, "slide" - a parallel shaft. "We will assume this has been done, and it is now desired to cut a thread on the same. "When it is practicable, turn the shaft down to the depth of the thread, at the part where the screw will end (as the shank of a tap is), that the tool may run off. But this cannot always be done; the thread may have to end abruptly at a given point, in the full diameter; in this case it is usual to drill a small hole for the tool to run into, and it is safer to stop the lathe about a turn or half a turn before reaching the end, and pull round the rest by hand. In starting a thread to end thus, the work will be set between the centres, with carrier on, and driver of lathe touching, hole for end of thread to front; bring the saddle up, and set the tool point into the hole, close the nut into the leading screw, and mark the position of both spindle and screw, by chalking the wheels, as before described. Release the nut, and run the saddle back to position to commence the cut, and proceed as already explained. Let it be remembered that the handle of the screw of slide-rest, parallel with the lathe bed, must not be touched when the tool is set, or the relative position of the tool and nut, which has just been obtained, will be varied "Where a screw has to be cut close up a collar or shoulder a hole may be drilled, or a groove to depth of thread may be permissible for the tool to run into; but the latter is generally objectionable, as it weakens the screw. When both ways are objected to, the lathe must be stopped about a thread from the end, and pulled round the remainder by the left hand, the right hand meantime gradually withdrawing the tool. Practice will soon give the necessary skill for these operations.
Continue to:
My Books

