Care of Drills. Continued
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Care of Drills. Continued
Resharpening Drills
Great care should be exercised in the resharpening of drills. The cone point of a drill should be symmetrical, that is, the lips should be of the same length and form the same angle with the axis. If the lips are of unequal length, the hole will be larger than the drill, as is shown in Fig. 69. The point is not in the axis, and the hole will not only be large but also will not be parallel to the drill spindle. If the lips do not form equal angles with the axis, all' the cutting will devolve upon the one making the greater angle, as shown in Fig. 70. Such a drill will not cut as fast as, and will become dull sooner than, one which is properly ground.
*Courtesy of Cleveland Twist Drill Company.
Hand-grinding, especially of twist drills, is neither accurate nor satisfactory; it is much better to do such work on a regular drill grinder built especially for the purpose.
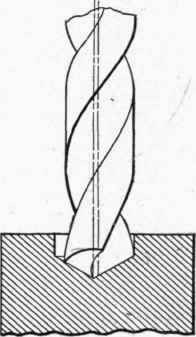
Fig. 69. Drill with Lips of Unequal Length.

Fig. 70. Drill with Lips of Unequal Angles.
When resharpening carbon tool steel drills, care must always be exercised that the cutting edges are not overheated on the stone or emery wheel. If overheated, the temper will be drawn and the drill become too soft to properly do its work. The clearance angle is also of extreme importance. This should be 12 degrees, as shown in Fig. 71. If the drill lips are not properly cleared or backed off, the drill must crush.
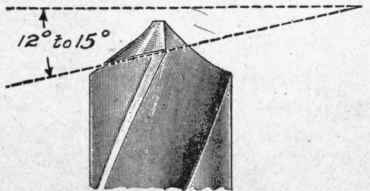
Fig. 71. Cutting Edge Clearance.
Continue to:
My Books

