Production Tools, Jigs, And Fixtures. Cutting Tools
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Production Tools, Jigs, And Fixtures. Cutting Tools
Materials
Iron. Iron is one of the commonest metals in use. In nature it is found in a form known as iron ore. In this form it has many impurities from which it must be separated before it is valuable as an article of commerce. By well-known methods commercially pure iron is obtained from the iron ore. Combining this commercially pure iron with other ingredients under well-known methods of heating, the various grades of steels are produced.
Tool Steel
For generations cutting tools as used in machine shop practice have been made from that grade of steel commercially known as tool steel, the principal constituents of which are pure iron and carbon. In recent years, the metallurgist has combined other metals with iron to produce steels suitable for cutting tools, which have in many cases superseded the older grades of tool steel. To distinguish the older grades from the newer, the former are now generally termed carbon tool steels or simply carbon steels. In all the steels iron is the principal constituent. For example, carbon tool steel may have less than one per cent of carbon in its make-up and seldom has to exceed 1.250 per cent of carbon for ordinary shop cutting tools. In designating percentages of constituents, the steel-maker and user usually refers to them as so many "points". For example, instead of saying that a certain steel has eighty hundredths of one per cent of carbon, he would say that the steel was eighty point carbon; this is usually written "80 point". All tool steels have the peculiar quality of acquiring an intense hardness when heated to the requisite degree of temperature and then cooled suddenly. If this is properly and scientifically done, a beautiful cutting quality results. The older carbon steel cutting tool has this weakness, however, that it loses its hardness at a comparatively low cutting temperature. As rapid metal cutting generates considerable quantities of heat, this tendency of the carbon steel cutting tool to lose its extreme hardness precludes rapid cutting and holds the operator to low cutting speeds. A glance at the accompanying speed tables clearly shows this.
High-Speed Steel. In 1894 and 1895, Messrs. Taylor and White sought by experiment to produce a steel for cutting tools which would show a greater cutting efficiency in the shop. They finally developed the so-called Taylor and White high-speed steel, the forerunner of numerous brands of high speed steels. Cutting tools made from these steels have the peculiar quality of retaining their hardness at cutting temperatures much in excess of those sustained by tools made from carbon tool steel. For this reason cutting speeds have been materially increased. It is well to understand that the increased speed of cutting is not due to the new steels taking a greater hardness when heat treated, than the older steels, simply that they retain their hardness at temperatures which soften the cutting edges of carbon steel cutting tools to such an extent that their keenness is lost.


Fig. 368. Taylor Standard Cutting Contours Courtesy of Ready Tool Company, Bridgeport, Connecticut.
Production Tools
In Machine Shop Work, Parts I-IV, the usual cutting tools have been treated. We will now discuss the more specialized forms used in production machine work.
Turning Tools
Fig. 3G8 shows diagram-matically the Taylor form of cutting tools as used for rough and for finish turning. Fig. 369 shows these as modified by one manufacturer of lathe tool holders. Cutting tools shaped to these contours are much used in production turning. Fig. 373 shows how the tool approaches its cut.
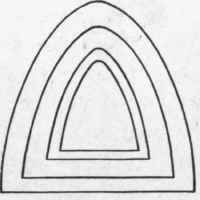
Fig. 369. Red-E Standard Cutting Contours.
As all cutting is a process of splitting it is very important that the cutting tool be properly set up as relates to its cut.

Fig. 370. Red-E Roughing Tool Courtesy of Ready Tool Company, Bridgeport, Connecticut.
Fig. 327 illustrates the kind of surface these tools produce when correctly used.
Planing Tools
The set of tools shown in Fig. 371 are correctly ground for planer use. Due to the nature of their use, planer tools are necessarily of many contours. Their use is well illustrated in Fig. 372.
Milling Tools
The older type of milling cutter with its finer pitched teeth does not work well under production conditions of coarse feeding and heavy cuts. Coarse pitch cutters with maximum chip space between the teeth are now universally used in production milling. Fig. 346 shows a milling cutter which is constructed especially for coarse feeds and heavy cuts.
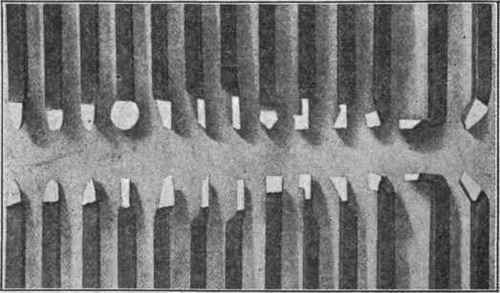
Fig. 371. Set of Planer Tools Ground on Sellers' Tool-Grinding Machine Courtesy of "Machinery", New York City.

Fig. 372. Planer Tools of Different Form and Work to Which They Are Adapted Courtesy of "Machinery", New York City.

Fig. 373. Right and Wrong Method of Feeding Lubricant to Cutting Tool Courtesy of "Machinery", New York City.
Drilling Tools
High-speed drills for, production are shown in Figs. 348 and 349. In experimental tests on cast iron, drills made from high-speed steel are reported to have been fed 1/10 inch per revolution and at a cutting speed sufficiently high to give a hole depth of about 60 inches per minute.
Cutting Lubrication
Lubrication of the cutting tool is common when production cutting is being done upon wrought iron or steel. It has been found that at times an increased production of nearly 50 per cent can be obtained by forcing a heavy stream of cutting lubricant upon the cutting tool at the point where the metal is being separated. The lubricant appears to be most effective when it reaches the cutting edge at a slow velocity and in sufficient quantities to submerge the tool at the point of contact. Fig. 373 shows diagrammatically right and wrong methods of application.
In Fig. 338 the grinding wheel is nearly hidden by the flood of lubricant and Fig. 374 shows how generously the cutting lubricant is flooded to a drill when cutting steel.
Lubricants
The common cutting lubricants used in heavy machining operations are lard oil, mixtures of lard oil and paraffin oil, and the various mixtures of water, oil, soft soap, and sal soda, commonly termed "compounds". Several mixtures of this sort are sold under specific trade names.
Most of the modern manufacturing machine tools are provided

Fig. 374. Drilling Operation Showing How.
Lubricant Floods the Work
Courtesy of "Machinery", New York City with a system for handling the cutting lubricant in large quantities. This usually consists of a supply tank with a settling chamber, an effective geared pump, and the distributing pipes.
Continue to:
My Books

