Drillers
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Drillers
Drilling Operation
Where holes are to be cut through metal using a rotating tool with the cutting edges at its point, the operation is known as drilling and the cutting tools are termed drills. These tools may be of the simplest type, as for example, Fig. 172, or they may be of the more elaborate type shown in Fig. 173, known as a twist drill. While it is evident that any machine having a rotating spindle may be used to drill holes, it is more usual to do this in a machine designed especially for and equipped to do this work. Drilling machines of the horizontal type are sometimes made, but the more common type is known as the vertical drilling machine, often called a drill press. These have 1, 2, 3, or more spindles in a great variety of sizes, weights, and designs, many of which are made for purposes of special drilling only. The ones shown will be those of the kind commonly found in the ordinary machine shop
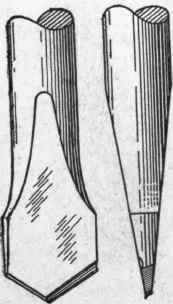
Fig. 172. Flat Drill of Simplest Type.

Fig. 173. Typical Tapered Shank Twist Drill.

Fig. 174. Sensitive Driller Courtesy of Washburn Shops, Worcester, Massachusetts.
While it is common practice to designate both the drilling machine and the cutting tool as drills, for convenience of description in the accompanying text, the machine will be termed a driller and the cutting tool as a drill. It may also be said that this practice is meeting with general favor.
Sensitive Driller
In Fig. 174 is shown a drilling machine designed for use with the smaller sizes of drills on work under conditions which render it necessary to "feel" what the cutting lips are doing. It will be noticed that there are no trains of gearing present in the spindle driving mechanisms and that the tool is pressed or fed into the work by using the simplest and most direct device possible, a lever, a pinion and shaft, and a rack which engages the pinion. This is the simplest form of effective drilling machines and is known as a sensitive driller. In the cut, Fig. 174, B is the base, P the post, T the table, S the spindle, H the head bracket, C back-cone pulley, I the idler pulleys, A the spindle pulley, and L the hand or feed lever. It will be noted that the construction permits the upper or square table to be swung out of position, allowing the lower or round table bracket to be put into a position for using this extra table and the crotch and cup centers. The nose of the spindle is bored out at its axis to what is known as a No. 1 Morse taper. Drills fitted with. this taper can be used direct, or straight shank drills may be used in a drill chuck having a standard No. 1 Morse taper stem or shank to fit the spindle.
Continue to:
My Books

