Milling Machines: Horizontal, Vertical and Planer
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Milling Machines: Horizontal, Vertical and Planer
Production milling is done on three distinct types of machines known as the horizontal, the vertical, and the planer type.
Horizontal Milling Machine
Fig. 341 shows a representative machine of this type. Designed and used as shown, this machine is capable of very rapid production. The prominent features are its weight and the size of its working parts, its large bearing surfaces, its all geared driving speed changes, its all geared feeds, and the yoking of the knee to the outer end of the cutter arbor.
Vertical Milling Machine
Fig. 342 is a representative machine of this type. While side milling can be done on this type of machine, its use is very largely confined to the uses of end and face cutting. In common with all high production machines, it has weight, generous bearing surfaces, large table capacity, great driving power, and a possibility for coarse feeding.
Planer Milling Machine
The planer type of milling machine is the most massive and the heaviest machine of the three types.
A typical machine is shown in Fig. 343. It will be noted that by using side head spindles in conjunction with horizontal gangs of cutters, three or more surfaces may be worked upon simultaneously. Production Cutters. It is evident that the cutter equipment must be equal to the possibilities of the machine if its capacity production is maintained. Fig. 344 is a characteristic cutter used in a horizontal milling machine. Note the large axial hole, making possible the use of rigid arbors, the greatly increased spacing of the teeth, and the increased cutting rake given by undercutting. Fig. 345 shows the usual type of cutter used when heavy slabbing cuts are taken in a vertical machine. The characteristics of coarse tooth pitch, increased cutting rake, and rigidity of attachment are prominent in this cutter. Either or both of these types of cutter are used on all three types of machine. Fig. 346 shows an inserted tooth gang of Ingersoll production cutters in actual operation.

Fig.. 341. Horizontal Milling Machine with Work in Process Courtesy of Cincinnati Milling Machine Company, Cincinnati, Ohio.
Work Holding
This problem is usually cared for by special work-holding devices termed "fixtures". These fixtures are constructed to grip and support the work so that the pressures and thrusts of cutting are cared for. The fixtures themselves are bolted directly to the work table. Where it can be done quickly and

Fig. 342. Vertical Milling Machine in Action. Work-Holding Fixture Rotates at Rate of 10 Inches per Minute; Production 195 Yokes per Hour.
Courtesy of Becker Milling Machine Company, Hyde Park, Massachusetts conveniently the work is held directly upon the work table. Magnetic chucks are used to hold thin work.
Cutting Speeds
These must be proportioned to the materials being milled, their relative hardness, the depth of cut, and the amount the tool can be fed.

Fig. 343. Ingersoll Horizontal Milling Machine, Milling Gasoline Traction Engine Frames. 1/2 Inch of Metal Removed from each of Six Surfaces. 14 Bases Finished in 10 Hours..

Fig. 344. Production Milling Cutter Courtesy of Union Twist Drill Company, Athol, Massachusetts.

Fig. 345. High-Power Face Mill with High-Speed Steel Teeth Courtesy of Union Twist Drill Company, Athol, Massachusetts.
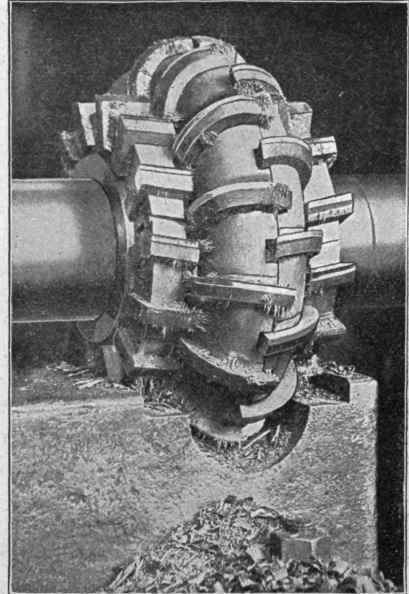
Fig. 346. Production Milling Cutter in Heavy Work Courtesy of Ingersoll Milling Machine Company, Rockford, Illinois.
Cutting Feeds
These also vary with working conditions. The coarsest practical feed is usually found by experiment and maintained, bringing the cutter speed up to meet it.
Tool Lubrication, Cast Iron Is About The Only Material Milled Which Is Cut "Dry"
In milling other metals and alloys a copious supply of some cutting lubricant is used. This is pumped to the tool in quantities sufficient to flood not only the cutter but to a large extent the work. This is well shown in Fig. 347 where the cutters are working on steel.
Continue to:
My Books

