Milling Operations
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Milling Operations
Classification
These may be classified in a manner similar to the cutters themselves, whose names will suggest the kind of work for which they are adapted.
Plane Milling or Surface Milling
This is the machining of plain, flat, horizontal surfaces by means of cylindrical mills whose length is usually much greater than their diameters, the larger kinds being constructed with inserted blades or teeth.
Side Milling or Face Milling
This operation is the machining of vertical surfaces, or surfaces at right angles to the axis of the milling cutter.
Angle Milling
As the name suggests, this is the machining of a surface at some other than a right angle to the axis of the milling cutter.
Form Milling
The machining of some special cross-section generally composed of straight lines and curves, or wholly of curves, is called form milling.
Profiling
This operation is usually considered as machining the vertical edges of pieces of irregular contour, and is generally done with an end mill mounted in a vertical spindle. The exact form is generally determined by a templet or profile attached to the piece or to the fixture supporting it.
Care of Milling Cutters
This is a matter of much importance, since a worn or dull cutter will never produce good work, and a good cutter is soon spoiled by improper use or lack of care in handling. The cutting edge should always be sharp and keen; but it is of still greater importance that each edge should be exactly the same distance from the axis of rotation-or, in other words, that the cutters should run true. When this condition does not exist, the greater part of the work will fall upon two or three of the teeth, and these will be speedily ruined, while the others do little or no work.
Care should be taken to have the arbor run true; otherwise a cutter that is ground true will not run so. Therefore, cutter arbors should be examined and tested frequently to see that the portion upon which the cutter or loose collars rest runs true and is smooth, and not defaced by bruises from rough handling.
Grinding Milling Cutters
A good cutter-grinding machine is absolutely essential. It should have a well fitted and true spindle, and such attachments for holding cutters of various kinds as to be able to grind all the usual forms without important changes of mechanism. The centers for supporting arbors, and the devices for holding cutters not on arbors, should be well fitted and true. The machine should be equipped with such graduated circles as will enable the operator readily to set it for grinding all the usually required angles.
Fig. 232 shows a regular machine for this purpose. It is so arranged that various forms of cutters can be ground either when mounted upon cutter arbors or held in the machine fixture provided; and it has a number of well-designed attachments by which a considerable amount of general grinding can be successfully done.
In keeping milling cutters in order, they should be ground as soon as they become dulled, whether wanted for immediate use or not. It is more economical to have them always ready, as the emergency is likely to occur at a time when a cutter is wanted at once, and when there is not time to grind it properly.
Cutters should be kept sharp
A dull cutter will not only wear away more rapidly than a sharp one, but it will also do poor work; it will take a great deal more power to drive it, and the milling machine will be more rapidly worn out.
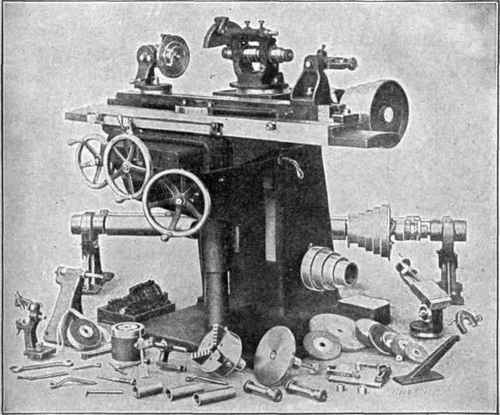
Fig. 232. "Cincinnati" No. 2 Universal Cutter and Tool Grinder Courtesy of Cincinnati Milling Machine Company, Cincinnati, Ohio.
Care should be taken, in grinding angular cutters, that the points are not heated so as to draw the temper. This very easily happens if considerable care is not used, the cutting edges becoming so softened as to be rapidly worn away and the cutter spoiled by use. Formed cutters are frequently affected in a similar manner. The excessive friction of a dull cutter will frequently generate a sufficient amount of heat to draw the temper of the teeth at the cutting edge.
In making the grinding machine ready to grind a cutter, it is necessary to see that the emery wheel runs perfectly true; and if it does not, it should be trued up before any grinding work is done. If the cutter is to be sharpened upon an arbor, the latter should be tested to ascertain if it runs true before putting the cutter on it. In grinding the cutter, light grinding cuts should be taken, and the cutter moved rapidly across the face of the wheel. The wheel should be the proper grade of emery, not finer than 90, nor coarser than 56. The coarser and softer the wheel, the higher may be the speed. It is not advisable to make the speed over 4,500 feet per minute at the outer edge of the wheel. The cutting edge of the wheel need not be over an eighth of an inch thick, in any case.
Continue to:
My Books

