Tools for Testing Gear Teeth
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Tools for Testing Gear Teeth
To ascertain if the teeth of a gear are being cut properly, the gear-tooth caliper shown in Fig. 280 is used. This is for measuring the distance from the top of the teeth to the pitch line, and the thickness of the teeth at the pitch line. It will measure all teeth from 2 to 20 diametral pitch, and is provided with vernier scales in both directions so that it can be very accurately adjusted to the required dimensions as given in Table X.
Fixed gages are frequently used instead of the gear-tooth caliper. Thus, for the depth of the teeth, a sheet-metal gage of the form shown in Fig. 281 is provided. A gage for the width of the teeth is shown in Fig. 282. There must be separate gages for each different pitch, each of which is stamped with a figure indicating the pitch for which it is to be used.
General Conditions Of Practical Gear Cutting
Before describing the various types of gear-cutting machines and the methods by which each performs its work, attention is directed to some of the general conditions in the practical use of gear-cutting machines of any type.
When rotating cutters are used, they are mounted upon the spindle and secured in place in the same manner as ordinary milling-machine cutters-namely, located in proper position by clamp collars on each side, held in place by a nut. Care should be taken to see that they run true. If not, there is liable to be dirt or chips between the collars and shoulders of the arbor or the cutter; and they should be removed, carefully cleaned, and replaced. If still out of true, the arbor may be sprung, and it should be corrected before any work is done. The cutters should be sharp; otherwise much heat and friction will be caused, and poor and inefficient work will result.
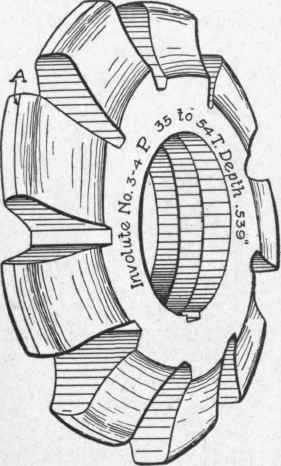
Fig. 279. Rotating Cutter for Involute Teeth.

Fig. 280. Gear-Tooth Caliper in Use.
The gear blank is usually mounted upon an arbor fitting in a taper-reamed hole in the index spindle, and sometimes reaches entirely through the spindle, being confined in position by a nut in its rear end. These arbors are of different diameters so as to fit all the regular sizes of the bore of the gear blanks. The gear blank is adjusted to its proper place on the arbor by loose collars if necessary, and confined by a nut which must be screwed up very tightly so as to prevent the blank from moving on the arbor during the process of the cutting.

Fig. 281. Sheet-Metal Gage for Measuring Depth of Teeth.
Upon the cutter shown in Fig. 279 is a line A, exactly in the center of the tooth. The position of the cutter and the work arbor carrying the gear blank must be so adjusted with relation to each other that this line will exactly coincide with the axis of the arbor. To effect this, in machines in which the work arbor is horizontal, it is brought under the cutter and accurately adjusted; then the arbor and its carriage are moved to the proper position to begin cutting the teeth. On some machines, special provision is made for centering the cutter. The proper change gears or such similar devices as the machine is provided with are then arranged for the spacing or indexing of the blank. The design of this device may vary in different machines, but the device usually consists of ordinary change gears, which are selected and applied according to a table furnished with the machine, which table gives the required gears for all the usual numbers of teeth to be cut. The machine is started, and the work brought to the cutter so as to mark it plainly, when it is withdrawn and the machine stopped. The indexing device is now operated, step by step, through one entire revolution of the gear blank, back to the mark made by the cutter. The work is now brought up to the cutter to ascertain if it exactly coincides with the mark made. If so, the cutter may be set to the proper depth by advancing it to a point considerably less than the whole depth, and cutting down slightly past the center of the cutter; then moving the cutter, in the line of its feed, out of the cut, and measuring the depth. The work is now slightly advanced and the cut deepened; and so on, until the proper depth is reached.
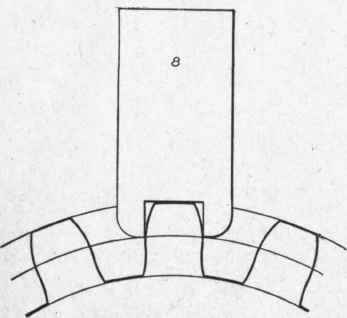
Fig. 282. Sheet-Metal Gage for Measuring Width of Teeth.
On some machines an index is .provided on the adjusting screw, enabling the work to be brought up to the cutter so as to barely touch it; and then, by reading the index, the entire depth is adjusted at once and with certainty.
When gears of very coarse pitch-as 2 1/2 pitch and larger made of cast iron, and 5 pitch and larger made of steel-are to be cut. it is customary to use first a roughing or stocking cutter which removes two-thirds or more of the metal, after which the finishing cutter, shown in Fig. 279, is used to finish the work. A roughing cutter usually has inclined, straight, or stepped sides, no attempt being made to follow the contour of the finished tooth.
Speed of Cutters. On gear work the speed of cutters will be slightly less than that of the ordinary milling cutters, as the cutting surface is not only over the points of the cutting teeth, but upon both sides. Hence the speed will more nearly approach the proper speed for the formed cutters of the milling machine. The variations of speed for the different kinds of material will be the same as for milling-machine cutters.
Feed
The proper feed for gear cutting will be the same as for milling-machine cutters (or in some cases slightly less), on the same material, for cast iron usually about 1/16 inch per revolution.
Continue to:
My Books

