Cutting Speeds. Part 4. Part 2
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Cutting Speeds. Part 4. Part 2
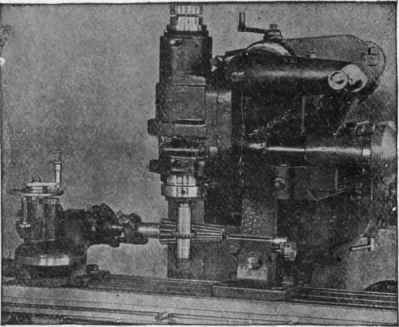
Fig. 237. Fluting Taper Reamor.
Courtesy of Van Norman Machine Tool Company, Springfield, Massachusetts

Fig. 238. Milling Spirals with Table at Angle.
Construct a right-angled triangle having a base equal to the axial distance represented by one full turn of the spiral (this is the lead of the spiral), and a perpendicular equal to the circumference of the work, Fig. 240. Draw the hypothenuse of this triangle. If the construction has been carefully done, the
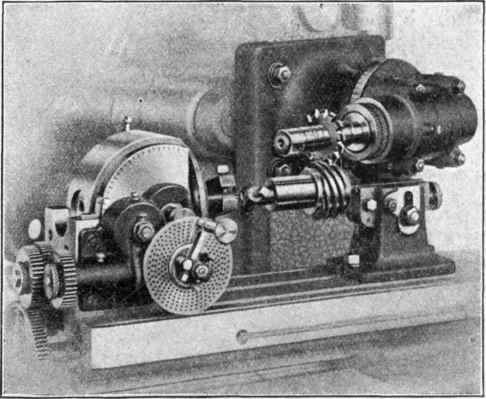
Fig. 239. Cutting Spiral with Milling Machine.
Courtesy of Brown and Sharpe Manufacturing Company, Providence, Rhode Island angle between the base and the hypothenuse may be closely determined by the use of a protractor, and will be the angle to which the table or head must be set.
This angle can be more closely and quickly determined by a very simple problem in plane trigonometry-namely, finding the tangent of the angle. To do this, divide the perpendicular of this triangle by its base, and obtain the value of the angle from a table of tangents.
Spirals
The cutting of spirals requires another operation which differs from ordinary work. In addition to the angular setting, the work must be rotated in order to produce the spiral, as well as fed forward to the cutter. This rotation of the work must be positive, which means geared; and one rotation of the work will, of course, equal the lead of the spiral, which is usually expressed as one turn in n inches. After cutting one spiral groove, the work is turned and indexed the same as in plain milling.

Fig. 240. Graphical Method of Determining Angle for Cutting Spirals.
Cams
Both open and closed cams can be readily cut on a plain milling machine by the use of the cam-cutting attachment, Fig. 241, which nearly all makers are able to furnish. The outline of the cam is first laid out and worked down by hand on a plain disc, or male leader, as it is termed. This leader and a suitable blank are mounted,

Fig. 241. Cam-Cutting Attachment for Milling Machine.
Courtesy of Brown and Sharpe Manufacturing Company, Providence, Rhode Island with their outlines coinciding, on the spindle of the cam-cutting attachment. A cam roll of the size to be used is mounted on a stationary roll stud; and an end mill of the same diameter, or enough larger for clearance, is mounted in the milling machine spindle directly opposite the cam roll. The spindle of the cam-cutting attachment is mounted on a carriage, which, by means of a weight over a pulley at the end of the milling machine table, is always kept with the leader in contact with the cam roll. A worm and worm gear are used for rotating the attachment, and thus the spindle approaches or recedes from the cam roll according to the shape of the leader. When cutting closed cams, it is sometimes desirable to use the handmade male leader as a form from which to make a closed or female leader. This female leader will surround the cam roll in such a way that, even if the weight should fail to act, no serious damage can be done to the blank. The cutting of face cams differs from the above method only in that the spindle of the attachment is at right angles to the spindle of the milling machine, instead of parallel to it. The leader and cam roll are used in the same manner as before.

Fig. 242. Cutting Spur Gear on Milling Machine Courtesy of Brown and Sharpe Manufacturing Company, Providence, Rhode Island.
Gears
The cutting of gears of all descriptions was formerly; done on some type of milling machine, although now each type of gear may have its special and, in many cases, automatic machine.
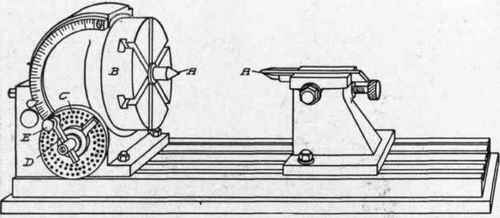
Fig. 243. Gear Cutter with Divided Head.
Forms of Cutters. The cutters for milling spur and bevel gears are of two types, producing both the cycloidal and the involute tooth. For each pitch, the cycloidal system requires twenty-four cutters, while eight cutters usually suffice for the involute system. These cutters are plainly marked with the style of tooth, pitch, and number of teeth for which they are suitable. Some cutters are also marked with the full depth of the tooth expressed in thousandths of an inch, Fig. 279. The gear blanks, having been very carefully turned as to outside diameter, are mounted on an arbor between centers, and the cutter placed so that its central plane passes through, and is parallel to, the axis of the arbor. Clamp the saddle in this position; raise the table knee until the cutter, when rotating, just touches the outside of the blank. Using the table screw, move from under the cutter; using the graduated dial, raise the knee an amount equal to the whole depth of the gear tooth. With the exception of the indexing, the gear blank is now ready to be cut, Fig. 242,
Fig. 244. Cutting a Bevel Gear.
Continue to:
My Books

