Cutting Speeds. Part 4. Part 3
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Cutting Speeds. Part 4. Part 3
Use of Dividing Head. In order that the gear may be accurately and quickly set for cutting each tooth, a dividing head is used, which is shown in Fig. 243. The mandrel upon which the gear blank is mounted is held by the centers AA, and firmly dogged to the faceplate B. The index plate C is geared to the head spindle that carries the faceplate B; the index plate is provided with a number of holes. These holes are arranged in circles, each circle having a different number of holes, and these holes are accurately spaced at equal distances apart. The arm D carries a stem E, having a knurled head at one end and a pin at the other. The pin is held in one of the holes of the index plate by a spring. The arm D can be moved to any desired position relative to the index plate, and there fastened.

Fig. 245. Hobbing Teeth in Worm Wheel Courtesy of Brown and Sharpe Manufacturing Company, Providence, Rhode Island.
When a gear is to be cut, the arm D is shifted so that the pin is opposite a row of holes the number of which is the same as the number of teeth to be cut, or a multiple of that number. Thus, suppose a gear with 45 teeth is to be made. The pin may be set opposite the circle of 90 holes. Assuming that the ratio of revolution between D and B is 40 to 1; 1/45 of a revolution at B requires 40/45 of a revolution at D, The pin E must, therefore, be moved 40/45 of 90 holes, or 80 holes, for each tooth cut,
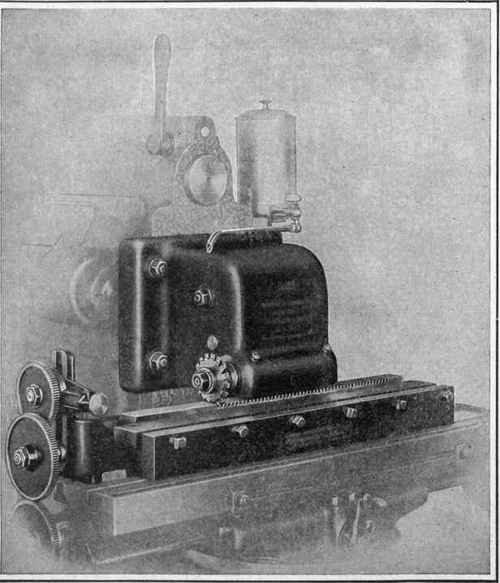
Fig. 246. Rack-Cutting Attachment on Milling Machine Courtesy of Brown and Sharpe Manufacturing Company, Providence, Rhode Island.
Bevel Gears
Bevel gears are held on a taper-shank arbor in the dividing head, which is swung up to bring the bottom of the tooth parallel with the table, Fig. 244. As all parts of the tooth of a bevel gear are elements of a cone, it is evident that both the tooth and the space should vanish at the apex of the cone. No solid cutter, therefore, can do more than give an approximately correct shape to the tooth; for this reason two cuts are made in order more nearly to approach the desired contour.
Spiral Gears
Spiral gears are cut in the same manner as any other spiral-that is, by using the angular setting of the head or table with positive rotation of the work.
Worm Gears
Worm gears can be hobbed out by two different methods. A common method is to gash the blank with a stocking cutter; then mount it on an arbor held freely between centers, so that the hob, when sunk in the gashes, will rotate the blank. The blank is raised slowly against the rotating hob until the hob reaches the proper tooth depth. A more accurate method is by means of a train of gearing to rotate the blank positively at a speed corresponding to the pitch of the hob, and raise the rotating blank against the rotating hob until the proper tooth depth is obtained. This method requires no preliminary gashing, Fig. 245.
Rack Cutting
Rack cutting requires a special attachment, Fig. 246, so that the cutter spindle may be carried at right angles to the length of the table.
Continue to:
My Books

