Brown and Sharpe Automatic Screw Machine
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Brown and Sharpe Automatic Screw Machine
This machine, shown in Fig. 318, is of a type quite distinct from any of those above described. It will be noticed that the machine is very compact when compared with some of the others previously illustrated. This being the case, it is necessary to show sectional and other views, in order properly to explain the mechanism so that it may be understood.
Fig. 319 is a front elevation showing a section through the spindle, spindle boxes, pulleys, etc. The main spindle runs in phosphor-bronze boxes. The front bearing is adjustable, and is adjusted by nuts 1 and 2. The thrust is taken by a hardened steel washer 5, and adjusted by the nut 4. Friction clutch pulleys 10, running on ball bearings, drive the spindle.
Fig. 320 is a rear elevation of the machine, and is introduced to illustrate more completely its construction.
The friction clutches are conical; the clutch bodies 11, Fig. 319, are forced into the pulleys by sliding the sleeve over the levers 12, which have for one fulcrum
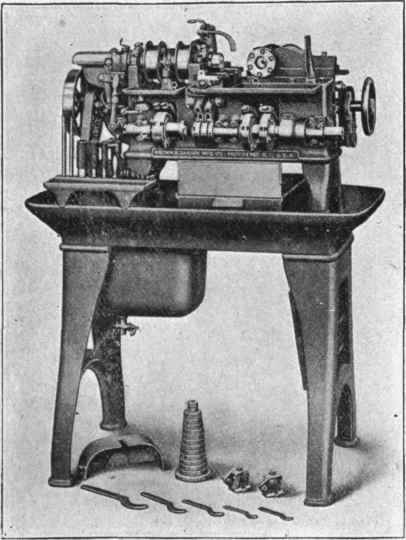
Fig. 318. Brown and Sharpe Automatic Screw Machine,.
No. 00 Size the screw in the clutch body, and for the other a notch in the spindle. To adjust for wear, loosen clamp screw 15, and turn nut 13.
Courtesy of Brown and Sharpe Manufacturing Company, Providence, Rhode Island.
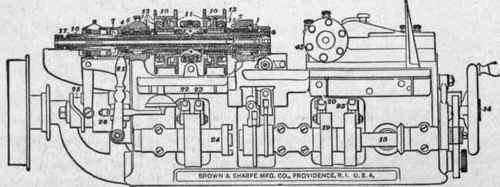
Fig. 319. Front Elevation of Brown and Sharpe Automatic Screw Machine, Showing
Section through Spindle
The clutch sleeves are set central, to give an equal pressure on both pulleys, by means of the screws 27. In making this adjustment, there is a slight play allowed in the clutch fork to avoid friction, except at the point of reversal.
The spindle is reversed to run backward by the spring plunger 42, which, when released, instantly engages the clutch with the pulley nearest the chuck. To run forward, the clutch is reversed by the cam 31, to engage the other pulley. This cam is operated by the clutch 32, and at the end of the revolution is drawn out by the lever 23. At the time of reversing the spindle to run forward, the action of the cam compresses the plunger spring ready for the next reversal; the plunger is held in place by the wide part of the lever 22. The levers 22 and 23 are lifted to reverse the spindle at the proper time, by adjustable dogs on the carrier, shown below them in Fig. 319. If the work is to be threaded, this carrier shaft is connected by the positive clutch 24 to the cut-off cam shaft 18. When changing cut-off cams, the clutch is disengaged and can remain in this position, for work not threaded. Should it be desired to both thread and tap work, or to cut two threads on the same piece, two or more sets of dogs can be used on the carrier.
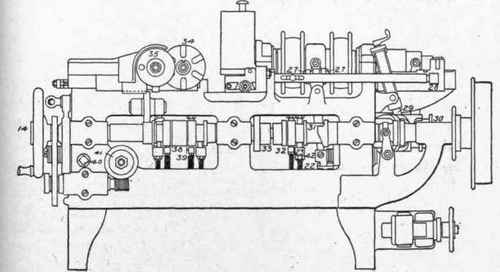
Fig. 320. Rear Elevation of Brown and Sharpe Automatic Screw Machine.
The spring collet that holds the stock has no end movement, thus providing for the accurate feeding of the stock regardless of slight variations in size. It is closed by means of the sleeve 6,
Fig. 319, which is tapered inside and slides over the collet. This sleeve is operated by the tube extending through the spindle to the chuck-levers 7, which in turn are operated by the sleeve 8 through the lever and cam 25. The chuck mechanism is operated and the chuck fed by the cam 25, which is driven through spur gears 83, by the positive clutch 39 on the driving shaft. By depressing the lever underneath the clutch, shown in Fig. 320, the clutch is engaged and makes one revolution; it is then disengaged by the pin in the lever' acting upon the cam surface of the clutch, and returns to its original position.
To adjust the chuck, the nut 17 is loosened, and the nut 16 turned until the holding capacity of the chuck is properly regulated; then the nut 17 is tightened, and both nuts are locked by means of the spanner wrenches provided.
The main feed-shaft 14 is driven by the pulley shown at the head of the machine. This pulley is engaged by a positive clutch operated by the starting lever 21, Fig. 319. Thus the feed is always under complete control. A hand wheel provided with a handle is used for operating the mechanism when setting the machine.
The stock is fed in the usual manner by a feed-tube, the outer end of which is connected by a latch to the slide 28. This slide has a slot in which is a sliding block connecting it to the lever 29, which in turn is operated by the cam 25. The sliding block is adjusted by a screw and crank, as shown in Fig. 320, and, as the lever 29 always moves a fixed distance, the length of feed is regulated by varying the position of the block. A graduated scale is mounted on the slide, and indicates the length of feed.
The feeding fingers are changed by lifting the latch at the rear end of the tube, and withdrawing the feed-tube. These fingers are threaded left-hand.
When it is desired to feed more stock than the usual capacity of the machine, two or more dogs can be used on the left side of carrier 19, Fig. 319, and the feeding mechanism operated several times.
The turret 45 is mounted vertically on the side of the turret slide, Fig. 319. It has a long taper shank that forms the bearing in the turret slide, and is rotated by a hardened roll in the disc 35, Fig. 320, which engages the radial grooves in the disc 34- on the rear end of the turret shank. The revolutions of the turret are thus made very rapidly and with no noticeable shock. It is locked in position by a hardened taper pin which is withdrawn by a cam.
The turret slide receives its forward motion for the cutting tools through a bell-crank lever operated by a cam on the shaft 40, Fig. 320, which is driven through spur gears by the shaft and worm gear 41. The quick return and advance of the turret slide, and the revolving of the turret, are controlled independently of the turret-slide feed-cam, by a crank, while the roll on the bell-crank lever is passing from the highest point of the turret-slide feed-cam to the point of starting the next cut. The crank is operated by gears at the rear of the machine, driven by the positive clutch 38, Fig. 320, on the driving shaft, with lever and other parts for making one revolution, as described in connection with the feeding mechanism. As the crank revolves, it allows a spring to return the turret slide without the rack. The turret is then revolved as described; and when the crank comes to rest after making one complete revolution, the machine is ready for the next operation.
The cross-slides are operated by the cut-off cam shaft 18, Fig. 319, which is driven through bevel gears by the worm-wheel shaft 41, Fig. 320.
The front slide has a direct lever or segment of a gear; the back slide has, in addition, an intermediate lever or segment to reverse the motion, thus bringing the cams for operating both slides into a convenient position. The form of that part of the cam controlling the quick movement of the slides is the same for both. The segments mesh into racks that extend beyond the slides. The outer end of these racks is threaded and provided with nuts for adjusting the cuts of the tools. Stop-screws are also provided to insure accuracy in forming.
The cross-slide tools have circular shanks, and are held in place by screws. Eccentric nuts are provided on screws that allow the tools to be easily and quickly adjusted to the proper height. These tools are sharpened on the face without changing the outline, the same as formed milling cutters.
The tools are lubricated by a geared oil-pump of ample capacity, provided with suitable piping. The pump is not stopped with the disengaging of the feed-clutch, thus insuring a large, steady stream of oil as soon as the tools begin to cut.
In Fig. 321 is shown a No. 2 Brown and Sharpe automatic screw machine.
Hollow Mills
For turning the bodies of small screws, the shoulders on studs, and many similar operations, hollow mills are used. A simple form of one of these is shown in Fig. 322, which has three cutting edges. An improved form is shown in Fig. 323, consisting of a collar through which pass three set screws, their points bearing upon each of the cutting sections, by which means they can be adjusted when so worn that work comes too large. A better form of the hollow mill is shown in Fig. 324, which is constructed with three adjustable blades, whereby the tool may be set for a considerable variation in diameter.

Fig. 321. Number 2 Automatic Screw Machine Courtesy of Brown and Sharpe Manufacturing Company, Providence, Rhode Island.
Continue to:
My Books

