Turning Machines
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Turning Machines
Special and specialized machines for high speed turning will be illustrated under this heading.
Turning Lathe
Fig. 351 shows a production lathe for rapid turning of machine parts. It is representative of its class. This machine has all-geared drive, all-geared feed, and is capable of removing, when properly operated, several pounds of material per minute from such materials as chrome nickel steel. Its specialized characteristics are coarse feeds, powerful driving capacity, and convenience of operation. Fig. 352 is a transparent view of the geared feed. Vertical Type. Fig. 353 shows a type of turning machine in which the work is mounted upon a rotating horizontal work table. The advantages of this type for certain classes of work can be readily seen. The tool holding heads are carried upon slides and can be fed both vertically and horizontally. Boring, turning, facing, and threading can be done on this machine. Its massive construction and ease of operation render it a rapid producer. Fig. 354 shows the machine on some characteristic work.

Fig. 352. Transparent View of "Reed" Quick-Change Gear Mechanism.
Turret Type
Where several turning operations are to be performed upon bar stock or upon work held in a chuck, recourse is often made to the use of a tool-holding turret. Fig. 355 shows a horizontal turret machine for making machine parts from bar stock. The cutting tools are fitted with shanks suitable for holding them in the turret, and the cutting principle is the same as in all operations upon a large variety of parts. The fundamental cutting principle is maintained in its tooling. It is an efficient producer.

Fig. 353. Bullard Vertical Turret Lathe Courtesy of Bullard Machine Tool Company, Bridgeport, Connecticut.


Fig. 354. Three Views of Bullard Turret Lathe in Action On Piece Shown, Time Required for Setting Tools, Turning, Chamfering, Boring, and Finishing, 80 Minutes..
Courtesy of "Machinery", New York City cutting tools. Both long and short turning can be done in this machine. The turret provides for six tools.

Fig. 356 shows a similar machine designed to handle iron or steel castings. This machine when properly tooled up, will perform turning and boring
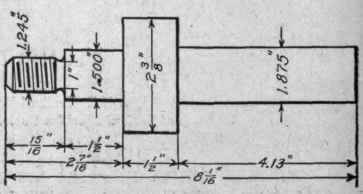
Fig. 355a. Diagram Showing Piece Producted by Turret Lathe, Fig. 355b.
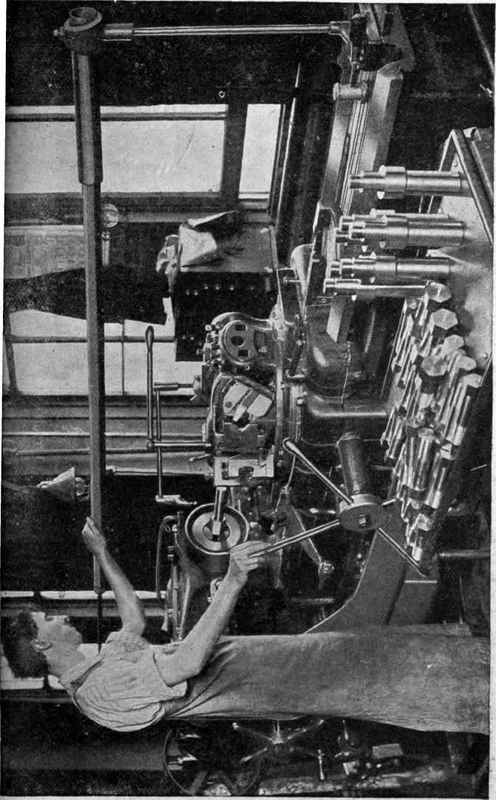
Fig. 355b. Jones and Lamson "Hartness" Turret Lathe Finishing Bar Work. Time 45 Minutes per Piece.
Courtesy of "Machinery", New York City.
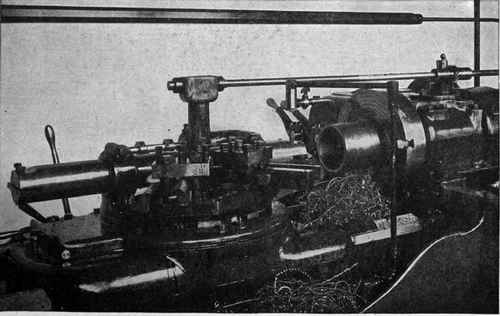

Fig. 357. "Lo-Swing" Turning Machine with Work in Progress Courtesy of Fitchburg Machine Works, Fitchburg, Massachusetts.
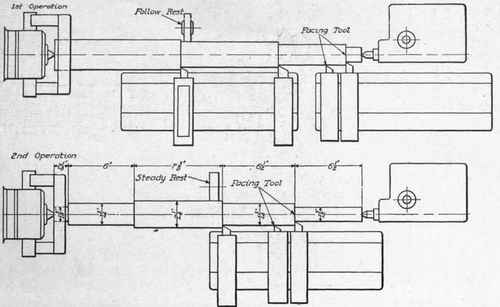
Fig. 358. Illustration of Typical Job of Spindle Turning with Time Taken for Work. Turning Time, Reading for Grinding, 16 Minutes.
"Lo-Swing" Type. Fig. 357 shows a highly specialized turning machine in which a train of cutting tools may be operated. Roughing out spindles is a particular function of this machine. Fig. 358 illustrates a typical "lo-swing" job.
Lubrication
All production turning machines may be, when desired, equipped with a lubrication system to flood the cutting tool with either oil or compound.
Cutting Speeds And Feeds
All these machines are designed to work any cutting tool to the limit of its endurance.
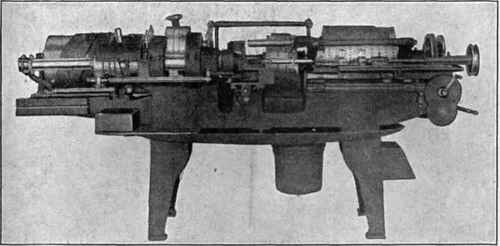
Fig. 359. Cleveland Automatic Courtesy of Cleveland Automatic Machine Company, Cleveland, Ohio.
Automatics
The term "automatic" designates a line of machines, in which, when once properly tooled and adjusted, the functions of the machine are to a considerable extent automatic in their action. By means of cam movements, and link and crank motions, the cutting tools and the work are made to function as desired. In Figs. 359, 360, and 361 are shown representative automatics.
Uses of Automatics. The broadest use of such machines is upon work which, besides being turned, is also drilled and perhaps threaded. The automatic shown in Fig. 359 is for heavy work and takes through its work spindle, bar stock several inches in diameter. The bar is worked upon by both turret and cross-slide cutting tools.
The tool turret is fed by a cylindrical cam grooved to give a powerful feed. The machine can be functioned to complete a piece in one cycle of the machine. As the finished part is dropped, the work bar is automatically advanced to receive another tooling, and goes through the same cycle of operations.
Fig. 360 is representative of a type of machine used in turning and boring special castings. Like other automatics the cutting tools are held in turrets, and are automatically rotated into position and advanced by cam movements.

Fig. 360. Typical Automatic Turning and Boring Special Castings.
Fig. 361 shows a machine used largely in producing the smaller machine parts, as, for example, the smaller screws, studs, collars, sleeves, etc., used in machine construction.
The automatic shown in Fig. 362 is designed for producing work similar to that produced by the machine, Fig. 361. It, however, is provided with five work spindles. The five feed tubes are shown at the left.
Lubrication
Automatics such as those shown are provided with stream or flood lubrication systems.
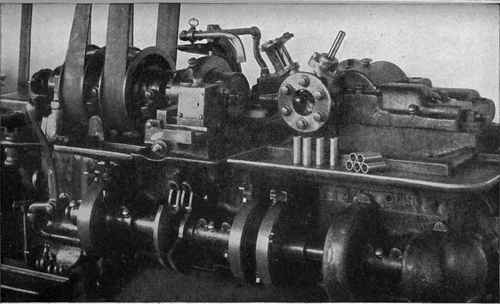
Fig. 361. Automatic at Work on Hollow Cylindrical Sleeves Courtesy of Brown and Sharpe Manufacturing Company, Providence, Rhode Island.
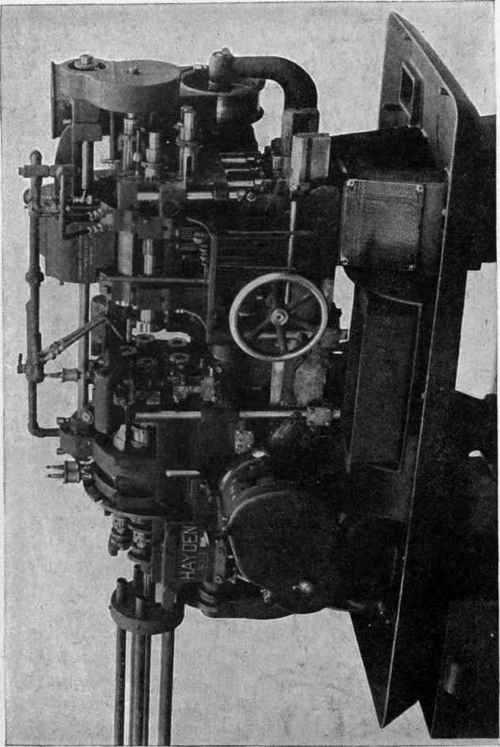
Fig. 362. Hayden Automatic with Five Work Spindles Courtesy of Cincinnati Automatic Machine Company, Cincinnati, Ohio.
Continue to:
My Books

