Turret Lathes
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Turret Lathes
The turret lathe, as we know it today, is a comparatively modern machine, and was developed from an ordinary engine lathe by the addition of revolving tool-holding devices called turrets.
The turret was at first made of circular form, and rotated upon a vertical pivot which had a binding nut whereby it could be held in any desired position. The circumference of the circular turret was drilled and reamed for four tools projecting horizontally from it at angles of 90 degrees with each other. Later the number of tool holes was increased to six, and the turret was frequently made of hex-gonal form.
The turret was at first located upon a lathe carriage in place of the tool block, and properly set in line with the lathe center by means of the cross-feed screw. The lateral feed, upon which the device depends for its action, was obtained by the operation of the feeding mechanism in the apron attached to the carriage.
The object sought to be accomplished by the addition of this device to the lathe was that of carrying various drilling, reaming, counterboring, and similar tools by which several operations could be performed upon a piece of work without removing it from the chuck, or without any further change of tools than that of revolving the turret. The tools, when once adjusted, required no further alteration as the several pieces of work were completed and removed from the chuck, and other pieces substituted for a like series of operations. By this means the work could be performed much more rapidly, the producing value of the machine being correspondingly increased.
Fig. 291 shows the original form of the turret A, supported upon the sliding block B. The turret is pivoted upon the vertical stud C, and secured in any desired position by the nut. A later development provided means for locating it positively in as many positions as there were holes for tools. This turret is drilled for four tools, three of which are shown at EEE secured by the set screws eee.
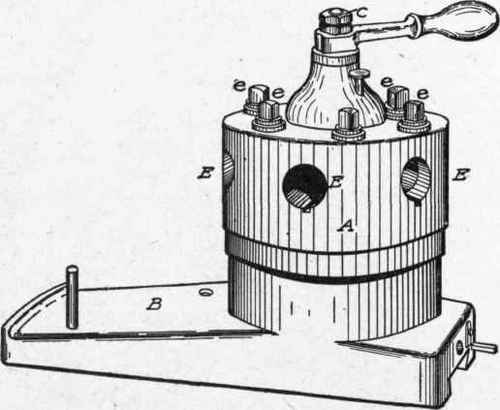
Fig. 291. Original Form of Turret.
As the value of the turret mechanism came to be generally appreciated, it was still further developed by the addition to the number of tools that it would carry; by a ratchet arrangement for revolving it; by an index plate for holding it in any desired position; and by various other improvements that will presently be referred to.
These developments soon carried it beyond the scope of the engine lathe, and special lathes were designed in which the improved turret was the principal feature. These are the turret lathes proper, as we find them built today.
Classification of Turret Lathes
To obtain a comprehensive view of the various forms of turret lathes, including engine lathes so modified as to adapt them to turret-lathe work, they may be divided into five classes as follows:
(1) Engine lathes adapted to serve as turret lathes by having a hand-revolved turret mounted upon the carriage in place of the usual tool-block or compound rest.
(2) Engine lathes adapted to serve as turret lathes by having a hand-revolved turret mounted upon a laterally moving slide, supported upon a. shoe or saddle fitting the V's of the bed.
(3) The turret lathe proper, specially designed and built as such, with a turret revolved and fed by hand, supported by and pivoted upon a slide, which is in turn supported by a shoe or saddle fitted to the Va of the bed.
(4) A turret lathe designed and built in a similar manner to that last described, and in which there is a power feed for the cuts. It is so arranged that the turret is revolved automatically. This lathe is frequently called a semi-automatic turret lathe.
(5) A complete automatic turret lathe having a power feed for the cuts; a quick return of the turret slide, operated by power; with the turret automatically revolved at the end of its run.
The lathes described in the third, fourth, and fifth classes are usually provided with a carriage called a cross-slide, carrying one cutting tool in front and frequently another tool at the back, inverted so as to cut without reversing the direction of revolution of the work.
A very useful modification of the type described in the third class is called the monitor lathe, probably from the fancied resemblance of its turret to the turret of the type of warship called a "monitor". In this lathe the slide upon which the turret is supported and pivoted is moved back and forth by means of a horizontal hand lever, and is therefore very rapid in its operation. From the fact that this constitutes a rapid hand feed for the turret, this type is adapted for light work or work upon soft metals. For this class of work it is a very rapid and efficient machine. Fig. 292 shows one of these machines. The lever A is for operating the turret slide B, carrying the turret C, which was first revolved by hand but later by a ratchet device located in its base and actuated by a pawl during the latter portion of the movement of the slide in withdrawing the cutting tools from the work. The lever D is for operating the cross-slide E, carrying a cutting-off tool and frequently a forming tool also.
In a general way it may be said that the turret lathe is one of the most useful and efficient machines in the shop for the production of parts in large (and often in moderate) quantities usually known as repetition work, which can be finished by the operations of turning, facing, boring, reaming, counterboring, or any similar circular work, the machine being equipped with suitable tools for the work undertaken.
This machine is practically identical with that frequently known as a hand screw machine, which has the wire-feed attachment for feeding bars of stock through the main spindle. It is used for making not only screws, but many small cylindrical parts, particularly when the quantities of one kind are not of sufficient number to make it economical to set up the automatic screw machine for their manufacture. The other machine which is the only successful rival of the turret lathe and the hand machine, is of the same family, but known as the "automatic screw machine", which will be illustrated and described later on.
Continue to:
My Books

