Cutting Tools
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Cutting Tools
General Characteristics
The cutting tools used in lathes are of a great variety of shapes. These shapes are adapted to the work that is to be done, and to the kind of finish that is to be left upon the metal. There are two fundamental requirements for all cutting tools: the cutting edge alone must touch the metal; the edge must be keen. A typical form of tool is shown in Fig. 114. The cutting edge of the tool at A is in contact with the work. The bottom line AB runs back from the metal and does not touch it. The top face AC slopes down and back. The line AD is a tangent at the cutting point, and the line AE is radial at the same point. Therefore, the angle DAE is always a right angle. The angle DAB is called the angle of clearance, and should be small-in lathe tools, not over 10 degrees. The angle CAE is called the angle of rake, and should be as great as circumstances will permit-about 20 degrees on lathe tools for wrought iron and steel, leaving 60 degrees for the solid or cutting angle, which is the same angle as that used in the case of the ordinary cold chisel.
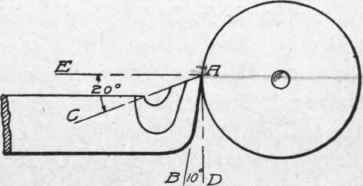
Fig. 114. Cutting Tool Angles.
Material
The physical qualities of the material to be turned will to a great extent determine the cutting angles of the tool-first, as to whether it is hard or soft; and second, whether it is crystalline or fibrous. The degree of hardness of a material determines how much can be removed in a given time, or-what amounts to the same thing-whether the speed of the cutting shall be fast or slow, and whether the feed shall be coarse or fine. A crystalline or fibrous nature will make considerable difference in the top angles of the tools, and this will be readily seen in the tendency of a crystalline metal (as cast iron) to break up into small chips, while the fibrous turnings (as wrought iron) will curl off into spiral or helical shavings. Therefore the fibrous material will require tools of sharper angles than those for a crystalline metal.
For cutting soft brass and other similar metals, the top surface AC of the tool will be practically level, while the face angle BAD will be 3 degrees or frequently less.
Continue to:
My Books

