Brown and Sharpe Automatic Screw Machine. Continued
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Brown and Sharpe Automatic Screw Machine. Continued
Setting-Up the Machine
A variety of types of automatic screw machines have been shown and described, in order that the reader may familiarize himself with those built by different manufacturers, and so be able to handle whatever kind he may be required to set-up for the job in hand. The great variety of work which the turret lathe and the screw machine are called upon to perform, renders it impossible to describe all the operations necessary for such work; but a few general directions may be given that will nearly always apply:
When making work from the bar, it is first necessary to select and place in the machine the proper chuck, and to arrange at the rear end of the main spindle for the support of that end of the bar. If a rod feed is used, that is next attended to. A stop is now fixed in one of the tool-holes in the turret, against which the end of the bar is forced by the automatic rod-feed. This stop is set so that the bar may be forced out of the chuck only far enough to make the required piece, and to furnish space for the cutting-off tool of the tool-slide to work. The box tools should next be set, and the cutters adjusted to the diameter. The adjustable stops for the travel of the turret for each cut will now be adjusted, the machine started, and each tool brought into action and its adjustment corrected. Supposing that two box tools are used, the stop will be in tool-hole No. 1, and the box tools in Nos. 2 and 3. If the job requires very accurate diameters, a roughing and a finishing box tool will be needed for that portion requiring the delicate work. This will be No. 4. If the smaller diameter is to be threaded, the die will be set in No. 5. If this is a solid die, the belt shifter must be set, by the proper location of the dogs on the shifter cam to produce the reversed motion for backing off the die, and then for the forward motion of the next cut. A pointing tool may be set in No. 6 for finishing the end of the piece after the thread has been cut. The cutting-off tool is now adjusted. In some cases the back tool of the cross-slide is made a forming tool for finishing the end of the piece that is to be cut from the bar, or for rounding or chamfering it; after which the cutting-off tool advances and severs it from the bar. These operations having been provided for, the chuck-operating cam is adjusted to open the chuck at this point, permitting the rod-feed device to force the bar through and against the stop in tool-hole No. 1, after which it should immediately close on the bar, and the cycle of movements be repeated. The drum cam for producing the lateral movement of the turret will not usually need to be changed. The mechanism for revolving the turret will ordinarily be left without readjustment in setting-up the machine for a new job.
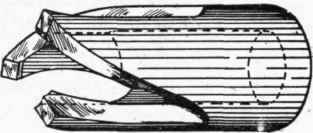
Fig. 322. Hollow Mill with Three Cutting Edges.
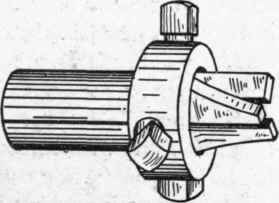
Fig. 323. Improved Hollow Mill.
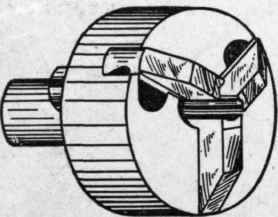
Fig. 324. Hollow Mill with Three Adjustable Blades.
If separate pieces, as castings or drop forgings, are to be machined, the first operation is usually boring the hole; then reaming it. If a considerable degree of accuracy is required in the diameter of the hole, there will be a roughing and a sizing cut before using the reamer. The succeeding cuts will depend so much upon the shape and the necessary working surfaces of the piece, that no general sequence of operations can be given.
There is probably no machine in the modern manufacturing plant that requires greater ingenuity and fertility of resources than the selection and setting-up of the automatic machine so as to realize the greatest measure of economy and efficiency.
Continue to:
My Books

