Measuring Tools. Part 3
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Measuring Tools. Part 3
Protractor
The bevel can be adjusted only by direct application to lines or surfaces having the proper angular relation. It often happens that such adjustment is not feasible and, therefore, a registering device, in the form of a graduated arc, is applied to the bevel, making what is known as a protractor, Fig. 9. This tool can be used to find the angular relation in degrees or to produce that relation by setting to the proper point on the graduated arc.
Center Square
As the center of a circle is found at the intersection of any two diameters, an instrument for readily finding that point is a great convenience. In Fig. 10 is shown a combination straightedge and square, called a center square, which accomplishes this result. As one edge of the rule bisects the angle of the square, it is evident that a line drawn by that edge passes through the center of any circular piece to which the square is applied. Locating centers in the ends of round bars or circular work of any kind is the principal use of this tool.

Fig. 9. Protractor Courtesy of L. S. Starrett Company, Athol, Massachusetts.
Combination Set
The center square, bevel, and protractor are furnished in a combination set as shown in Fig. 11. The ability to change the length of the blade is one of the great benefits of this construction.
Linear Measurement
The testing tools thus far described are used for comparing the angular relation of lines and surfaces and may be called tools for angular measurement. We now turn to the consideration of instruments for measuring distances and sizes, or tools for linear measurement.
Carpenter's Rule
The most common tool for linear measurements, and one which hardly requires description, is the so-called carpenter's, or two-foot, rule. This is very convenient for the machinist in making measurements which are not required to be very accurate.
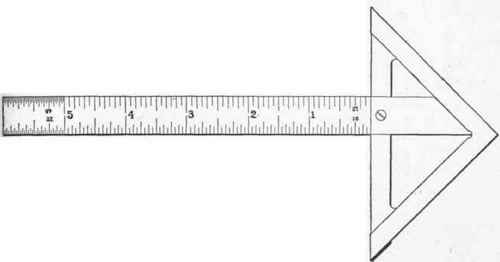
Fig. 10. Center Square.
Steel Rule
For work of greater refinement, the standard steel rule, Fig. 12, is used. This is in reality a graduated straightedge and, as such, forms a part of several tools already described. The most common form of steel rule is flat, varying from 1 to 48 inches in length, and carefully hardened and ground. The graduations in the better class of rules are cut with a dividing engine, although the lines may be etched on the surface with a fair degree of accuracy. A thin and somewhat narrower form, called a flexible rule, is made in sizes from 4 to 36 inches. What are known as narrow rules are obtainable from 4 to 36 inches and are of great convenience in certain cases. Besides these shapes, square rules are made in sizes from 3 to 6 inches in length, and the triangular form varies in length from 3 to 12 inches. Steel rules with the English system of graduation can be obtained with the inches divided in eighths, sixteenths, thirty-seconds, sixty-fourths; twelfths, twenty-fourths; tenths, twentieths, fiftieths, and hundredths. Special rules are made with graduations especially adapted to such uses as gear blank sizing, etc.

Fig. 11. Combination Set Courtesy of L. S. Starrett Company, Athol, Massachusetts.
The ends of flat rules are sometimes graduated, making what might be called a very short rule with a handle. Flat rules are sometimes graduated with metric divisions as fine as one millimeter, and from 5 centimeters to 1 meter in length.

Fig. 12. Steel Rule.
Continue to:
My Books

