Cutting Speeds. Part 4
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Cutting Speeds. Part 4
Table VII. End Or Face Milling Of Cast Iron
Diameter of Mill (in.) | Revolutions per Minute | Speed of Cutter per Minute (ft.) | Depth of Cut (in.) | Width of Cut (in.) | Feed per Minute | |
In Scale of Cast Iron (in.) | Under Scale of Cast Iron (in.) | |||||
1/2 | 382 | 50 | l/16 | l/2 | 23 | 35 |
382 | 50 | l/8 | 1/2 | 7 | 11 | |
1 | 191 | 50 | 1/16 | 1 | 30 | 40 |
191 | 50 | 1/2 | 1 | 3 | 5 1/2 | |
1 3/4 | 109 | 50 | 1/8 | 1 3/4 | 17 | 23 |
109 | 50 | 3/4 | 1 3/4 | 3 5/8 | 4 1/8 | |
5 | 42 | 55 | 1/4 | 5 | 2 5/8 | 4 1/8 |
16 | 10 | 45 | 1/4 | 16 | 7/8 | 1 |
Table VIII. Face Milling Of Soft Machinery Steel
Diameter of Mill (in.) | Revolutions, per Minute | Speed of Cutter per Minute (ft,) | Depth of Cut (in.) | Width of Cut (in.) | Feed per Minute | |
In Scale of S. M. S. (in.) | Under Scale of S. M S. (in.) | |||||
l/2 | 237 | 35 | l/16 | l/2 | ||
267 | 35 | l/4 | 1/2 | |||
1 | 152 | 40 | 1/16 | 1 | 3 | 4 3/4 |
152 | 40 | 1/2 | 1 | |||
1 3/4 | 87 | 40 | 1/16 | 1 3/4 | 2 3/4 | 4 1/2 |
87 | 40 | 3/4 | 1 3/4 | 1 3/4 | ||
Use of Oil on Machines and Work. The milling machine, and in fact all the machines of the shop can do efficient work only when they are well cared for. An important element is that they should be frequently cleaned and well oiled.
Great care should be exercised that chips do not get into the tapered holes in the spindles or between the arbor collars.
When at work on steel, the milling cutter is kept flooded with oil or a solution of sal soda, as already specified for lathe work.
Oil is used in milling to obtain smoother work, to make the cutters last longer, and, where the nature of the work requires, to wash the chips from the work or from the teeth of the cutters. Some lubricant is generally used in milling steel, wrought iron, malleable iron, or tough bronze. Frequently, when only a few pieces are to be milled, it is not used, and some steel castings are milled without a lubricant; also in cutting cast iron it is not used. For light, flat cuts it is often put on with a brush, giving the work a thin covering like a varnish. For heavy cuts it should be led to the mill from the drip can that is usually sent with each machine; or it should be pumped upon or across the mill when cutting deep grooves, milling several grooves at one time, or, indeed, in milling any work where, if the chips should stick, they might catch between the teeth and sides of the grooves, and scratch or bend the work.
The Brown and Sharpe Manufacturing Company recommend the use of lard oil in milling. Any animal or fish oil, however, may be used, and then separated from the chips by the use of a centrifugal separator or by dumping into a tank of water. In the latter method, the chips fall to the bottom and the oil rises to the top, whence it may be drawn off with but little waste.
Laying Out and Drilling Holes. One of the operations for which the miller is particularly adapted is in locating and drilling holes which require accurate placing. The graduated feeds of the milling machine allow the distances to be set off as closely as .00025 inch, and holes can also be drilled to a given depth with equal accuracy. In starting holes, it is best to use a spotting drill, Fig. 234, which is extremely rigid and perfectly true. -The spot made should be of slightly greater diameter than the drill to be used. The drill should be what is known as reamer size-that is, 1/64 inch below the standard-and the hole may then be reamed, either in one operation, using a standard reamer, or by first using a machine reamer which is about .005 inch under size, to be followed by the standard reamer. It is evident that holes thus drilled and reamed will be parallel, and, by using the vertical head, holes can be drilled at right angles in like manner. When extreme accuracy in holes is demanded, a boring bar may be used in the spindle after the drill, in order to correct any error due to the running of the drill itself.
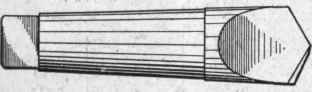
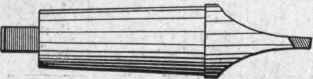
Fig. 234. Spotting Drill.
Splining Shafts
Another operation suited to the milling machine, although sometimes performed on the shaper or planer, is that of splining shafts. The slots in the table give the proper alignment to the shaft; the cutter can be set with correct relation to the axis without difficulty, and the spline cut full depth at one operation. The only objection to this form of spline is the curve at the end due to the shape of the cutter. An end mill in the vertical head can be used to remove this objectionable feature; and some splining machines are made, Fig. 235, which permanently carry both cutters, so that the work can be quickly shifted from one to the other.
Making Dovetails
The operation of making dovetails, which is a delicate and expensive job on a shaper, is readily performed on the milling machine, especially of the vertical type, Fig. 236, the cutter being a form of end mill suited to the size and angle of the dovetail.
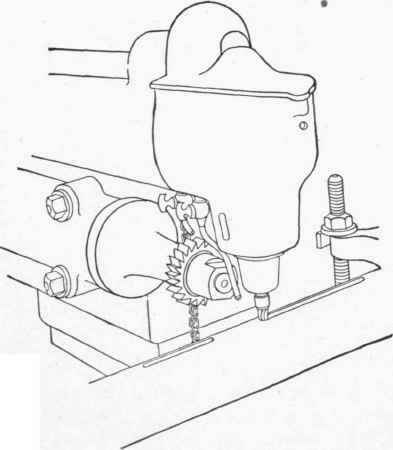
Fig. 235. Splining Arrangement with End Mill in Vertical Head.

Fig. 236. Dovetail Cutter on Vertical Milling Machine.
T-slots are cut in a similar manner, either directly from the solid, or by following a groove made with a plain cutter.
Fluting Taps And Reamers
One of the common operations performed between centers is the fluting of taps and reamers, Fig. 237, which is done by the special cutters already referred to in Fig. 214. It will be noticed that the cutter should be set in such a way that the cutting edge of the tap or reamer will be radial. If left as an obtuse angle, the tool will simply scrape and not cut; while, if the tooth is undercut to any extent to correct this, it will often be so weakened as to be liable to break.
The flutes in twist drills and in spiral fluted reamers may also be cut between centers; but, if the cutter is carried directly by the spindle, the operation requires a universal machine. If the cutter be carried by a vertical or sub-head of any kind, a plain machine will answer for the purpose. The angle to which the table or vertical head must be set for spiral cutting, Figs. 238 and 239, is the angle between the axis and the development of the spiral. This angle can be closely determined by the following graphical method:
Continue to:
My Books

