Shapers
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Shapers
For the lighter jobs of planing, the shaper, or shaping planer, Fig. 192, is extensively used. It possesses the advantage of rapidity of action. In this machine, as in the plate planer, the tool reciprocates while the work is at rest. A suitable mechanism causes the ram A to move to and fro. When moving toward the left, the tool is cutting. As in the ordinary planer, the speed of the cutting stroke is less than the return.
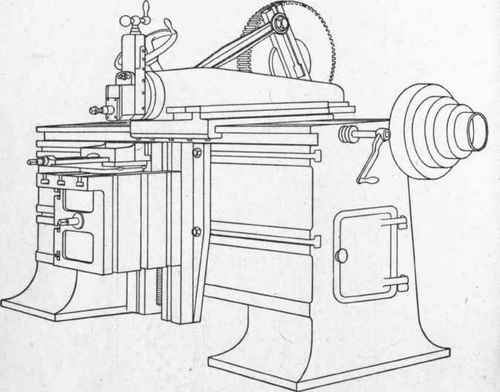
Fig. 193. Traverse Shaper.
The piece is held on the work table B, which may be adjusted to any convenient height suited to the work being done. The tool is also allowed a limited vertical adjustment in the slide by turning the handle C. This is the ordinary method of obtaining the vertical feed.
The horizontal feed is obtained by moving the table B sidewise. In some shapers it can be moved vertically to feed to or from the tool; in other machines the horizontal feed is obtained by causing the tool with the reciprocating parts to move sidewise.
The style of machine shown in Fig. 192, is called the pillar shaper; but where the tool and ram move sidewise, it is called the traverse shaper, Fig. 193. The character of the work done on the shaper is the same as that done on the planer; but as a rule the shaper is used for the smaller and more delicate parts which could not be handled quickly on the planer. The shaper has the additional advantage of a change of speed, which allows small with Large Rake pieces, especially of the softer metals, to be machined at a maximum rate.

Fig. 194. Vertical Slotter.

Fig. 195. Bar for Slotting Locomotive Trains.

Fig. 196. Slotting Tool for Cutting Keyways

Fig. 197. Slotting Tool.
Continue to:
My Books

