Dovetail Cutters
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Dovetail Cutters
Dovetail cutters, Fig. 217, and cutters of various angles for making ratchets, are merely variations of the end mill
When end mills are made of large size, they can be furnished with inserted teeth, Fig. 218, similar to those described. The heaviest end mills for the milling machine are sometimes made as large as fifteen to twenty inches in diameter, the cast-iron body being screwed directly onto the nose of the spindle, making a very powerful and fast-cutting tool.

Fig. 219. Taper Collet.
Methods of Mounting Milling Cutters, The plain milling cutter is mounted on an arbor in a way very similar to that in which its spindle, prototype, the circular saw, is mounted.
Where the cutter teeth are formed integral with, or fastened to, the taper shank, as in the case of end mills, the shank, if it be of a proper size, is placed directly into the taper hole in the spindle. In many cases, however, the taper shank of the cutter is much too small to fit the spindle hole; and taper collets, Fig. 219, are used to bush down the spindle hole to the proper size. Of course, it is necessary that the axes of the outer and inner tapers should coincide; otherwise the cutter will not run true. In some cases it is necessary to use two collets, one within the other, before introducing the cutter shank.
When shell end mills, Fig. 220, are used, a special form of taper shank is employed which can take several different sizes of cutters. The construction is so obvious from the illustration that explanation is unnecessary.
End mills, having taper shanks, rely largely on the friction of the taper for holding in position, although being driven by a tongue at the end of the shank. Therefore cutters of this description should not have a spiral in a direction which would tend to pull the cutter out. This is not a serious objection when using the cylindrical portion of the cutter; but when using the end of the cutter, it means that the teeth can have no rake, and must scrape rather than cut the work. In order to use a leading spiral on the cutter, the shank must be held positively in the spindle. This usually is accomplished by inserting in a threaded hole at the rear end of the shank, a rod which extends through the hollow spindle and brings up against a collar on the outside. This can be set up solidly, and all danger of loosening-up of the cutter shank will be avoided.
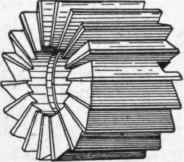

Fig. '220. Shell End Mill and Taper Shank for Holding It.
When the cutter is small, as compared with the diameter of the spindle taper, a screw collet may be used, as the friction of the collet will be greater than the tendency of the leading spiral to move the cutter from the spindle. These screw collets are commonly made of machine steel, while the end mills are made from tool steel. The short, steep taper and threaded end are shorter than the long taper shank, resulting in a cheaper cutter.
One of the best means for holding small end mills with straight teeth is by the use of spring collets, Fig. 221, which can firmly grasp the straight shank of the cutter. When cutters are to be changed frequently, this is a particularly satisfactory method, although it will not answer for roughing cuts where cutters of large diameter are used, as the torque will be too great for the jaws of the collet to prevent turning.
An ordinary drill chuck can be held in the spindle by means of a taper shank, and furnish a means of holding straight-shank drills and other small straight-shank tools.
A very convenient method of holding certain tools consists in fitting a three-jawed universal lathe-chuck to the threaded nose of the spindle, thus enabling straight-shank tools of large size to be held firmly and accurately. Cutters of any kind are rarely held in chucks on the milling machine, but a large number of other small tools can be held advantageously.
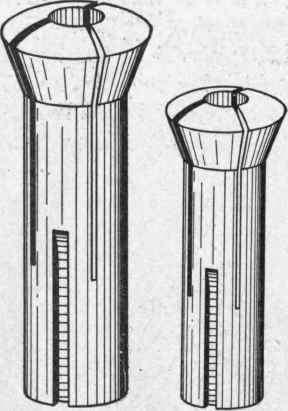
Fig. 221. Typical Spring Collets.
Continue to:
My Books

