Fixed Gages
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Fixed Gages
While the adjustable tools just described are available for a large range of work, gages of one dimension, or fixed gages, are used to a considerable extent, especially in shops where work of a duplicate character is produced in large quantities. These may be used for standards to which adjustable gages may be set, or used directly in connection with the work in the same manner as an adjustable gage. One form of such gages for comparisons of length is a steel rod with the ends carefully ground so that the distance required may be quickly and accurately determined. In one form the ends are parallel plane surfaces, and in another the ends are sections of a sphere of the same diameter as the length of the rod. Both these forms are illustrated in Fig. 33. Another form of gage for the same purpose consists of hardened and ground steel discs, Fig. 34, to which calipers and similar tools may be set, and which may be used also to test the size of holes by direct application. For the latter purpose, handles are provided by which the discs can be conveniently manipulated.
Plug and Ring Gages
Plug and ring gages, Fig. 35, furnish accurate and convenient standards for the production of duplicate parts of machines. The same result is attained by the caliper gage, Fig. 36, which combines the two gages in one piece. In this form the external gage has parallel plane surfaces and the internal gage is a section of a cylinder. In sizes above 3 inches, the caliper gage is usually made in two parts, making the tool easier to handle.

Figs. 30 and 31. Positions of Caliper for Example 4.
Fig. 32. Position of Vernier for Example 6.
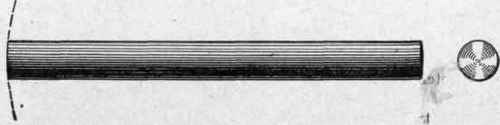
Fig. 33. End Measuring Rods.
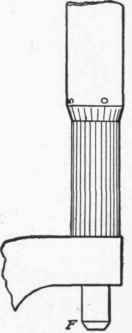
As is indicated by the cost of these gages, the exact duplication of such exact sizes in quantities would mean a cost that would be prohibitive in machine construction. The limit of error in the standard gages just described is never over one ten-thousandth of an inch at a standard temperature, which is usually taken as 70° F. Ordinary machine parts do not require such accuracy, and it is usual to allow a limit of error which is in accordance with the class of work being produced. Limit Gages. For testing sizes and dimensions, both at the machine and in the inspection department, combination fixed gages, known as limit gages, are employed. These are made both for external and internal measurements. The external gage, Fig. 37, is for testing pieces supposed to be .250 inch in diameter. As indicated by the figures on the gage, the piece is allowed a variation of .0005 inch over and .001 inch under the nominal size. The words "go on" and "not go on", stamped near the ends, indicate clearly how the gage is used. A more convenient arrangement of this gage is shown in Fig. 38, in which the work must enter the first parallel opening, but must not pass through the second. In this form, one motion tests the piece for variation above and below the standard. Fig. 39 shows a limit gage for holes, the end marked "go in" being required to pass into the hole, while the other end, marked "not go in", must not enter. An arrangement of the internal limit gage similar to the external gage of Fig. 38 is shown in Fig. 40, and has the same advantages.

Fig. 34. Set of Ground Steel Disc Gages.
Courtesy of Brown and Sharpe Manufacturing Company, Providence, Rhode Island.

Fig. 35. Typical Plug and Ring Gages Courtesy of Brown and Sharpe Manufacturing Company, Providence, Rhode Island.
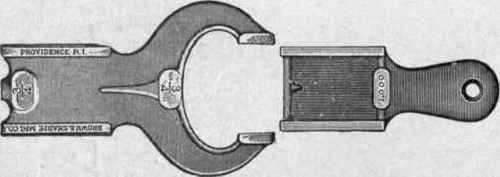
Fig. 36. Caliper Gages Courtesy of Brown and Sharpe Manufacturing Company, Providence, Rhode Island.

Fig. 37. Limit Gage with Jaws Opposite.

Fig. 38. Limit Gage with Jaws in Series.
In some classes of work no variation is allowed over the standard size, and in other classes no variation is allowed under the nominal size. The amount of variation allowed in any case is governed by the class of work and the intended use of the piece. As these allowances are not uniform, such gages are not kept in stock but are made only to order.
For many years gages of an entirely different character have been used in the measurement of wire, small rods, and sheet metal. The sizes have been designated, not by the diameter or any definite unit, but by a number or letter in a purely arbitrary manner. Even in the same gage, the sizes do not advance in any regular order.
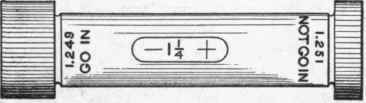
Fig. 39, Limit Gage for Holes.

Fig. 40. Limit Gage for Holes with Limits in Series.
The matter is still further complicated by the fact that in one gage large numbers indicate large sizes, while in another, the smaller numbers mark the large diameters. Another source of annoyance lies in the fact that such gages are cheaply made and cannot be relied upon to be duplicates of one another. Most of these gages had their origin in days when refined measurements were not common, but since the use of the micrometer caliper has become almost universal, there seems to be no good reason why all sizes should not be expressed in thousandths of an inch, thus avoiding the troubles incident to the use of the arbitrary gages.
Continue to:
My Books

