Planers. Continued
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Planers. Continued
Planer Tools
The tools used with planers do not differ essentially from those described for lathe work. The same rules apply regarding the holding of the tool. It should project as short a distance as possible beyond the point of support. When there is an excessive projection, care should be taken that the tool is so set that it will not spring into the work. On the lathe this can be prevented by setting the point of the tool on a line with the center. In Fig. 185 the tool tends to spring and turn about the point A as a center. The dotted line at the point shows how this tends to throw it into the work. The same thing is shown in the planer tool in Fig. 186. This tendency can be overcome by forging the tool so that the cutting point is behind a perpendicular from the point of support, as shown by the dotted lines in Fig. 186. In the latter case, the spring of the tool tends to take it out of the work.

Fig. 185. Lathe Tool Improperly Set Up.
Holding the Work
The work is usually held on the planer by clamping it down with straps in a manner similar to that shown in Fig. 181. Where the whole upper surface is to be planed over, holes are sometimes drilled in the sides, into which the rounded ends of straps are set.
Fig. 187 shows the manner of clamping down a machine bed A, by the use of straps BB having the ends bent downward so as to avoid the use of the loose blocks C as shown in Fig. 181. In addition to the straps, there must be plugs C placed in the circular holes in the planer table, which take the thrust due to the action of the cutting tool, and prevent the bed A from moving on the table. In planing the pedestal D, it will be necessary to provide still further support, which is done by the brace E, placed against the plug F, and adjusted to the proper length by the screw and check-nut at e.
It is impossible to give more than general directions for clamping work on a planer. A great variety of blocking, clamps, and bolts may be used, such attachments being suited to the work in hand. It should be sufficient to say that the work must be carefully set, strongly clamped and braced to prevent movement by the tool; and the clamping should not distort the work. As all castings and forgings change their shape when the surface is removed, it is considered good practice to release the clamps before the finishing cut, in order that the piece may assume its final shape, and their reclamp it without distortion.

Fig. 186. Incorrect and Correct Setting for Planer Tool.
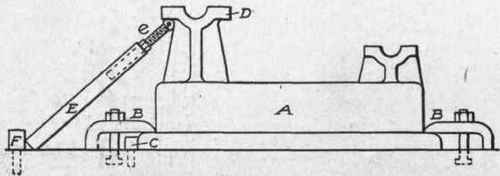
Fig. 187. Method of Clamping Down Planing Machine Bed and Supporting Work.


Fig. 188. Angle Irons or Knees.
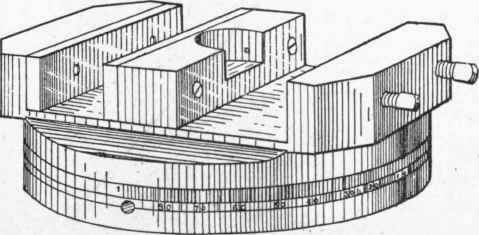
Fig. 189. Planer Chuck for Holding Work.

Fig. 190. Planer Centers.
Angle irons or knees, as shown in Fig. 188, may be considered as an auxiliary table with a surface at right angles to the main table. Many useful applications of these holding devices will suggest themselves.

Fig. 191. Plate Planer with Pneumatic Jacks Courtesy of William Sellers & Company, Philadelphia, Pennsylvania.
Another method of holding work is by using a planer chuck, such as is shown in Fig. 189. In use the chuck is bolted to the platen, and the work is held between the chuck jaws.
Planer centers, as illustrated in Fig. 190, are very useful in machining parts where accurate circular spacing is desired, or where projecting lugs prevent the work surface turning in a lathe.
Continue to:
My Books

