Centering Finished Work
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Centering Finished Work
After making the center punch mark in the end of the piece, it is drilled and countersunk. This must be done very accurately, but frequently the drilled hole or the countersink will not be in the exact center, Fig. 142. This may be caused by uneven grinding of the drill, eccentric motion of the drill point (due to the inaccurate running of the spindle), or the distortion of the metal by the center punch. If the countersink is not exactly in the center, it must be drawn back to the center.

Fig. 142. Countersink off Center.
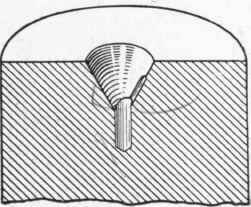
Fig. 143. Method of Drawing the Hole.
This is generally done with a small round-nosed chisel and a hammer. The method of doing this is as follows: After making the center punch mark, the hole is drilled and then countersunk slightly. The work should now be stopped; and if the circumference of the conical hole is not concentric with the circumference of the piece, a groove should be cut down the side farthest from the outer circumference, as shown in Fig. 143. The depth of the groove, which should be near the center, depends upon the amount of eccentricity. The countersink is again started, and the groove drilled out. If the circle is not yet concentric, the process is repeated.
Continue to:
My Books

