Adjusting Pieces to Center on Faceplate
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Adjusting Pieces to Center on Faceplate
Whenever a piece is to be turned on a lathe faceplate, it is necessary to adjust it so that its rough outline is approximately concentric with the lathe centers. This is done by bolting it lightly to the faceplate and running the lathe. While running, a piece of chalk is held so that the projecting portions will strike it. This marks the piece, and indicates the part that is farthest from the center. The lathe is then stopped, and the piece shifted, moving the chalk mark toward the lathe axis. This is repeated until the chalk makes a continuous mark around the whole circumference. The piece may then be considered to be centered.
Suppose it is necessary to center a piece having a hole that must run true. In this case the inside of the hole must be used as a guide. Let Fig. 138 represent the hole with the thin shell, and A a chalk mark made as described for centering by the outside. In this work the chalk mark must be removed away from the axis. A lathe tool may be used, as shown in Fig. 139, to center a piece that is to be bored.
Where a piece has already been turned, greater accuracy is demanded, and a surface gage may be used to advantage. Set the gage on the bed or carriage of the lathe, and place one of the points in contact with the work. Rotate the work as before, and note where the point touches the surface. This point is to be treated in the same way as the chalk mark explained in a preceding paragraph.
A still more accurate method of positioning a piece of turned work on a faceplate, is to use some form of graduated indicator, such as the Starrett indicator, shown in Fig. 140. This is held in the tool-post, the contact-point brought against the work until the indicating arm is at zero. If the work is now slowly rotated by hand, the indicator will show just where the work is out of true, and being graduated in thousandths of an inch, will also show how much.
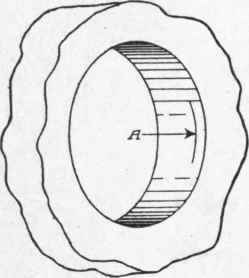
Fig. 138. Centering a Hollow Piece.

Fig. 139. Use of Lathe Tool in Centering Piece to Be Bored.

Fig. 140. Starrett Indicator Used for Centering Work.
By careful adjustment, the piece may be centered to the degree of accuracy required.
Instead of locating a cylindrical surface concentric with the axis of the lathe, it often happens that a point is to be located in the axis. For this purpose, the center indicator, Fig. 141, is used. The free end of the short arm is placed in the point to be centered (usually a prickpunch mark), the fulcrum being held in the toolpost. When the work is rotated, the free end of the long arm not only shows the error, but magnifies it in proportion of the length of the short arm to the length of the long arm. By using a comparatively long arm, the point can be very closely centered.

Fig. 141. Center Tester.
Continue to:
My Books

