Setting over Dead Center
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Setting over Dead Center
Setting the dead center over is the more common method. Provision is generally made for moving the dead center laterally toward the front or rear of the bed according to the taper required. With the dead center set over, the tool will be at unequal distances from the live and dead centers, because its movement is parallel to the axis of the lathe. This is shown in Fig. 144. The piece to be turned is placed upon the centers A and B, and the dead center is moved from the axis a distance equal to the difference between the radii AD and BC.
This leaves the side DC parallel to the center line of the lathe; hence the tool will be fed along this line. The objection to doing work by this method is that the lathe centers do not have full bearings at the ends of the work, and the center holes are likely to wear out of their true positions.
If the taper is to be turned on a piece held by a mandrel, or if the taper is to extend but a part of the total length of the work, the amount of set-over for the dead center must be calculated in the same manner as though the taper were to extend the whole length of the mandrel or work. In other words, the amount of set-over for the dead center is determined by the distance between the centers and the rate of taper.
For example: Suppose the mandrel in Fig. 145 to be 16 inches long; and the piece of work CD, which is to be turned tapering, is 4 inches long; suppose also that the diameter at D is to be 1/4 inch smaller than at C. Then, for one inch of length, the difference in diameters would be one-fourth of \ inch, or 1/16 inch; and for a length of 16 inches, it would be sixteen times 1/16 inch, or 1 inch. Since the set-over is equal to the difference of the radii, the set-over for the 16 inches would be one-half of 1 inch, or \ inch. This, then, would be the set-over for the work under consideration, and for any piece to be tapered at the rate of J inch in 4 inches when held on a 16-inch mandrel. In accurate work, the distance to which the centers enter the mandrel must be considered.
The machinist generally sets over the dead center as accurately as possible and takes a roughing cut. The taper is then tested by a careful comparison of the diameters, or by trying it in a tapered hole of the proper angle, and setting the center more accurately. Setting over the dead center does not give accurate results, on account of the fact that the centers do not have a true bearing at the ends of the work. Naturally, the shorter the work, compared with the amount of set-over, the greater the inaccuracy because of the greater nearness of the centers.

Fig. 145. Turning Taper on Piece Held by Mandrel.
Examples For Practice
1. A tapered bushing 3 inches long and of 4 and 4 1/2 inches outside diameters, is driven on a 12-inch mandrel for turning. How much must the dead center be set out of line in order to do the work?
Ans. 1 inch
2. A connecting rod 6 feet long is to be turned tapering from the center to the neck back of the stub ends. This distance is 26 inches. The diameter at the center is to be 3 inches, and at the neck 2 1/2 inches. How much offset must be given to the dead center?
Ans. .692+inch
3. A shaft had a taper 2 feet long turned on one end. The large end of the taper was 4 inches in diameter, and the small end was 3 inches in diameter. The dead center was set over 1 inch. How long was the shaft? Ans. 4 feet
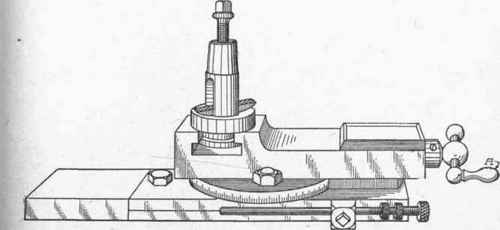
Fig. 146. Compound Tool Slide.
Continue to:
My Books

