Compound Slide
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Compound Slide
In turning a taper with the compound slide, the work may be held in a chuck, on the faceplate, or between the centers. The compound slide, Fig. 146, is then set at such an angle that the direction of motion of the tool will coincide with the required taper. Several methods are employed for this adjustment of the rest. The tool is fed to the work by means of the feed-handle A attached to the compound slide. Taper Attachment. The taper attachment, Fig. 147, is in the form of a guide which is bolted to the back of the lathe. It can be set at any desired angle with the axis of the lathe, the limit usually being a taper of about three inches per foot. The guide is graduated so that calculations based on the length of the work are unnecessary. A slide moving with the guide is attached to the cross-feed slide of the carriage. This cross-feed slide is loosened, and, while the carriage is moved by the feeding mechanism, the tool is moved in or out according to the direction of the taper.
One of the important points to be observed in turning tapers, is to have the cutting point of the tool exactly level with the work axis. If this is not done, the work will not be truly conical, and the rate of taper will vary with each succeeding cut.
In case an internal and an external taper are to be turned so as to form a fit, the internal taper should, if the character of the work will permit, be made first. After this has been done, the external taper should be turned and tested several times during the process. The external taper is first turned as accurately by measurement as possible, taking care that the piece is made a trifle large. Draw a chalk line on the external taper, from one end to the other; press the tapers together, and give one of them a slight twist. On separating the tapers, the rubbing of the chalk will show where the work was in contact, and, by resetting the lathe and repeating the process, a very accurate fit can be obtained.
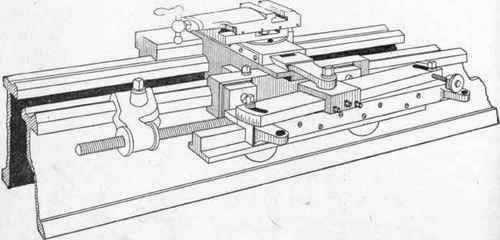
Fig. 147. Taper Attachment.
Continue to:
My Books

