Tools For Wood And Soft Materials. Part 3
Description
This section is from the book "Workshop Receipts For Manufacturers And Scientific Amateurs. Supplement Aluminium To Wireless", by The Chemical Publishing Co.. Also available from Amazon: Workshop Receipts For Manufacturers And Scientific Amateurs.
Tools For Wood And Soft Materials. Part 3
These chuck-plates not only carry glass-paper discs, polishing wheels, angle plates, spinning forms, mandrels, cup and ring chucks, special chucks, for drilling buttons, beads, shells, seeds, angle plates with guides used in the tailstock spindle for mortising, etc., etc., but they are particularly useful for chucking better-class articles made in pairs or duplicates. When making pairs of vases, candlesticks, bowls or ornamental objects, it is necessary and desirable to try and obtain some similarity in the pattern of the grain. It is impossible to foresee how two pieces will appear until they are fairly roughed out. Hence it becomes often necessary to vary one's original design in order to show up more advantageously the pattern of the grain. If such pieces are mounted on chuck-plates they can be reset in the mandrel in a moment so as to be nicely matched. How valuable this method really is will be found when two pieces turn out pretty and effective but still do not match. One may easily have to turn up several more in order to produce nicely-matched pairs all equally attractive. The advantage of chuck-plate mounting is again striking, for it often happens that one has to put a partly finished piece on one side in order to do other and more pressing work. One, two or more parts may go to make up a finished article. These latter may require adapting together. So if they are fitted to chuck-plates they can be rechucked in a moment either for continuing the work or for a little final cut or scrape here and there.
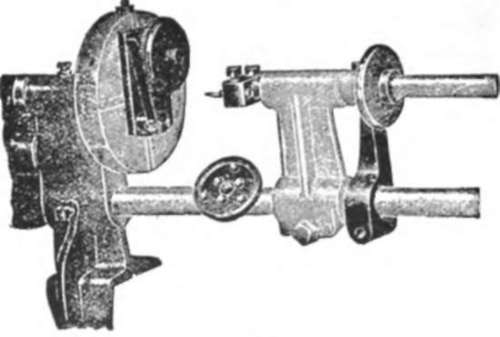
Fig. 109.
Some colonial woods are so hard that wood screws cannot be driven into them at all. For such material, as also for stone, marble, etc., it is most convenient to use rawlplugs. These are little fibre tubes with a very small bore. One merely drills a plain hole and inserts such a fibre plug. The wood screw expands this plug ; it can be screwed home, when it holds as firmly as a rock. There is really no end to the uses of chuck-plates.
The Eccentric Chuck (Fig. 109) is not a chuck correctly speaking, but is a device for setting work eccentric on the face-plate and also for dividing such work. The part of this which actually chucks the work is a brass chuck-plate illustrated on the bed of the lathe. This screws on to the projecting nose of the dividing plate ; it has similar countersunk holes to those in the steel chuck-plate described previously.
Pieces of work can be attached to this plate in the same way by wood screws, metal screws, or by soldering.
The object of the eccentric chuck is decorative work. Set centrically to the axis of the spindle, the work may be turned in the usual way. The spindle can then be locked by tightening the bearing screws and the work piece can be divided around into any desired division of 72. Used in connection with beading or reeding tools, this produces flutes as in columns, table or chair legs, also for shaping flats on many-sided figures.
When first fitting the eccentric chuck to the face-plate marks should be made on the rim of the latter to show which screw has been used, i.e., say a star on either side of the key-shaped hole. This will enable the chuck always travelling up and down the same slot. Further, one should make a clear scratch on the face of the face-plate corresponding with one on the side of the chuck to show exactly when the centre of the dividing plate is centric with the rotation of the headstock spindle. Once these two marks are made it should be possible if required to set the eccentricity to any measurement.
Set eccentrically to the spindle it produces all manner of geometric decorations on buttons, box-lids, inlays, pearls, engine turning, generally called ornamental turning, also for producing all manner of metal patterns to be spun into metal trays and silversmith's ware. The 72 dividing plate and pointer are carried on a rectangular back-plate which slides in one of the diametral grooves of the face-plate. One end of this back-plate carries a nut operated by one of the independent jaw chuck-screws. The other end of the plate carries a bolt and nut. When the chuck is fitted to the face-plate the bolt and nut slide into place on the opposite side and hold the rectangular back-plate flat against the lathe faceplate. The chuck-screw serves to feed the apparatus to or away from the centre of the face-plate. When in the desired position the two locking nuts are tightened, thus securing the appliance firmly. The piece of work can be fed toward the centre until it turns true with the spindle, when the face or rim may be turned to size. Then it can be fed away fron the centre until the desired eccentricity is obtained. Here it can be locked and any desired number or circles or decorations turned in its face.
The tailstock spindle carries a small toolholder and tool supplied with the appliance. With the work centric when this tool is brought up to its face a concentric circle will be cut in of the size given by the swing over of the tailstock. With the work withdrawn radially from the centre the same circle will be cut eccentrically in the face of the work. If on the same setting the work is divided around so many notches, say 8, then another circle will be cut, and by continuing this same division of 8 notches, then nine intersecting eccentric circles will be carried in the face, thus producing a raised attractive pattern.
In order to ensure that all these circles shall be of uniform depth and that the tool can be fed smoothly into the work piece, a special screw feed stop is provided to be used in place of the ordinary loose adjusting stop. The tailstock spindle with lock-screw loose is brought up by hand until the tool just touches the work face. Here it can be locked and the screw stop be brought against the rear of the tailstock casting, the swing bracket set into the screw thread (see Fig. 109). One turn of the knob withdraws the stop 3/16in. This done, the screw behind the knob must be screwed home into the flute. If now the locking screw binding the tail-stock spindle from sliding be loosened, then the spindle and the tool it carries can only be fed smoothly into the work just 3/10 in., or the number of turns or distance the knob has been set to. This gives a beautifully fine and extremely simple adjustment, also a perfect control over the feed of the cutting tool.
Metal turning can be carried out on this mandrel quite easily; different tools will be required to those used for wood turning, but they will still be held by hand. Of course very light cuts must be taken with the tool rest set much nearer to the work than was the case when turning wood, also the cutting edge of the tool must be set slightly below the centre line of the work. Brass will be found to cut very well. Keep up the speed of rotation, take a light cut, and keep the tools really sharp.
There are many other things that can be done with this tool; a small circular saw can be fitted between centres with a saw table, and much useful small work can be done with it.
Continue to:
My Books

