Casting And Founding. Section I. - General Remarks. Metallic Moulds. Continued
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Casting And Founding. Section I. - General Remarks. Metallic Moulds. Continued

Figs. 142 to 145 represent the moulds for casting pewter inkstands: these moulds are a little more complex, and are each made in four parts; the black portions represent the sections of the inkstands to be cast. The moulds each consist of a top piece or cap t, a bottom or core b, and two sides or cottles, s s; in fig. 145, the one side is removed, in order to expose the casting, and the top piece t is supposed to be sawn through to make the whole more distinct.
It will be seen, the top and bottom parts have each a rebate like the lid of a snuff-box, which embrace the external edges of the two side pieces s s, and the latter divide as in the bullet mould. exactly upon the diametrical line of the inkstand, which in a circular object is of course the largest part; the positions of the parts are therefore strictly maintained.
When the mould has been put together, laid upon its side, and filled through x, the ingate, or, as it is technically called, the tedge, it is allowed to stand about a minute or two, and then the top t, is knocked off by one or two light blows of a pewter mallet; the mould is then held in the hand, and the bottom part or core is knocked out of the casting by the edge; lastly, the two sides are pulled asunder by their handles, and the casting is removed from the one in which it happens to stick fast; but it requires cautious handling not to break it. The face of the mould is slightly coated with red ochre and white of egg, to prevent the casting adhering to the same, and to give the works a better face: the first few castings are generally spoiled, until in fact the mould becomes properly warmed.
Most of the works made in the very useful material, pewter, are cast in gun-metal moulds, which require much skill in their construction; thus a pewter tankard, with a hinged cover and spout, consists of six species, every one of which requires a different mould, thus,
1. The body has a mould in four parts, like that for the inkstand, but it is filled in the erect position through two ingates, which arc made through the top piece t, of the mould:
2. The bottom requires a mould in two parts, and is poured at the edge:
3. The cover is cast in the same manner; and thus far the moulds are all made in the lathe, in which useful machine these castings arc also finished before being soldered together:
4. The spout requires a mould in two parts:
5. The piece, fig. 147, by which thecover is hinged to the handle requires a much more complexmould.
Fig. 146.

147.

which divides in four parts, as shown in fig. 146, and much resembles, except in external form, the remaining mould: namely,
6. For the handle, which mould, like the last, consists of four pieces fitted together with various ears and projections; they are represented in their relative positions in fig! 149, with the exception of the piece a, fig. 150, which is detached and shown bottom upwards. Fig. 148 shows the pewter handle separately, with the three knuckles for joining on the cover; and on reference to fig. 149, of the five parts through which the pin p, is thrust, the two external pieces belong respectively to the sides c, and d, of the mould, the others are parts of the casting, and the two hollows are formed by the two solid knuckles fixed to the detached piece of the mould a, fig. 150. At the time of pouring, the pin p, serves to connect the three parts a, c, d, together, and also to form the whole in the casting, for the pin of the joint.
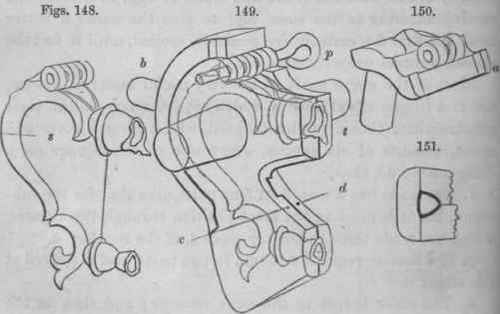
Fig. 151 shows the section of the mould upon the dotted line s; by this it will be seen the handle is cast hollow, as almost immediately the mould has been filled through t, all but the thin external shell is poured out again, and the weight is reduced to less than half. To extract the handle, the pin p, is first twisted out; then the joint piece a, is removed; next the back-piece b; and lastly the two sides c, d, are pulled asunder.
Tin or pewter bearings for locomotive carriages, have been cast in appropriate metal moulds; and such materials are very useful to the mechanist for many temporary purposes, such as collars, bearings, screws and nuts, either fur difficult positions, or where no screw tap is at hand and the resistance is moderate; in inch cases the parts of the machine constitute one portion of the mould, the apertures being closed with moist loam: the processes are most successful when the parts can he made warm and the clay is nearly dry. See Note W, page 970, Vol. II.
The most important, exact, and interesting example of casting in metallic moulds is that of type-founding, the description of which, as well as drawings of the mould, have been repeatedly given; some of the peculiarities only of this art, will be therefore noticed. Each complete set of types consists of five alphabets, A, a, a, A, a, besides many other characters, in all about two hundred, and which arc required to be most strictly alike in every respect except in device and width; the width is the greatest for the W and M, and the least for the i and !. Every required measure of the types, (represented on an enlarged scale in fig. 152,) is determined by the mould alone, and not by any after correction.

If the moulds for the rectangular shafts of the types were.
made as in figs. 153 or 151, the usual forms of square moulds, they would not admit of alteration in width, as shitting a, fig. 153, would produce no change, and*fig. 154 would thereby produce the form b. The mould which is used, is made in two L formed parts as in fig. 155; whence it follows that shifting the part a, to the right or left increases or decreases the width of the type without interfering with its thickness, or as it is technically called, its body, (b, fig. 152,) the width, w, is adjusted by apiece called the register, fixed at the bottom of the mould.
The device is changed by placing across the bottom of the mould one of the two hundred little pieces of copper, fig. 156, called matrices, into which the face of the letter is impressed by very beautifully formed punches. The length of the letter is determined by a contraction at the upper part of the mould, as shown at c, fig. 157, which represents the type as it leaves the mould; the metal is poured with a jerk, to make a sharp impression of the matrix: the mould, which is held in the left hand, and the ladle in the right, being jerked simultaneously upwards, at the moment of filling the mould, and without which the face of the type would be rounded and quite imperfect. The breaks c, or the runners of the types, are first broken off, and after a slight correction of the sides, the hollows or channels in the feet are planed out of a whole column of them, fixed between bars of wood, without touching the square shoulders which determine the lengths of the types, and are left as originally cast.
In some types with a large face and much detail, such as the illustrations given on the last page, the motion of the hand is barely sufficient to give the momentum required to throw the metal into the matrix, and produce a clean sharp impression. A machine is then used, which may be compared to a small forcing-pump, by which the mould is filled with the fluid metal; but from the greater difficulty of allowing the air to escape, such types are in general considerably more unsound in the shaft or body; so that an equal bulk of them only weigh about three-fourths as much as types cast in the ordinary way by hand, and which for general purposes is preferable and more economical.*
* Some other variations are resorted to in type-founding; sometimes the mould is filled at twice, at other times the faces of the types are dabbed, (the clichee pro-cess,) many of the large types and ornaments are stereotyped, and either soldered to metal bodies, or fixed by nails to those of wood. The music typo, and orna-mental borders and dashes, display much very curious power of combination.
The clichee process is rather stamping than casting. The melted alloy, (see page 266,) is placed in a paper tray, and stirred with a card until it assums pasty condition. The metal die, or mould, is then " dabbed " upon the soft metal, as in sealing a letter, but with a little more of sluggish force.
Continue to:
My Books

