Chapter XVI. Casting And Founding. Section I. - General Remarks. Metallic Moulds
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chapter XVI. Casting And Founding. Section I. - General Remarks. Metallic Moulds
We are indebted to the fusibility of the metals, for the power of giving them with great facility and perfection, any required form, by pouring them whilst in the fluid state into moulds of various kinds, of which the castings become in general the exact counterparts. This property is of immeasurable value.
Some few objects are cast in open moulds, so that the upper surface of the fluid metal assumes the horizontal position the same as other liquids, as in casting ingots, flat plates, and some few other objects; but in general the metals are cast in close moulds, so that it becomes necessary to provide one or more apertures or ingates for pouring in the metal, and for allowing the escape of the air which previously filled the moulds.
When these moulds are made of metal, they must be sufficiently hot not to chill or solidify the fluid metal before it has time to adapt itself thoroughly to every part of the mould; and when the moulds are made of earthy matters, although moisture is essential to their formation, little or none should remain at the time they arc filled.
The earthen moulds must be also sufficiently pervious to air, that any vapour or gases which may be formed, either at the moment of pouring in the metal or during its solidification, may have free vent to escape; otherwise, if these gases are rapidly formed, there is great danger of the metal being driven out of the mould with a violent explosion, or when more slowly formed and lucked up without sufficient freedom for escape, the casting will be said to be blown, as some of the bubbles of air will dis-place the fluid metal and render it spongy or porous. It not unfrequently happens that castings which appear externally good and sound, are full of hidden defects, because the surface being first cooled, the bubbles of air will attempt to break their way through the central and still soft parts of the casting.
Fig. 139.
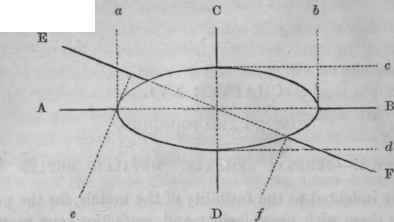
The explanatory diagram, fig. 139, is intended to elucidate some of the circumstances concerning the construction of moulds, which in the greater number of cases are made only in two parts, but in other cases are divided into several. The figure to be moulded is supposed to be a rod of elliptical section, the mould for which might be divided into two parts through the line A, B, because no part of the figure projects beyond the lines a, b, drawn from the margin of the model at right angles to the line of division, and in which direction the half of the mould would be removed or lifted; the model could be afterwards drawn out from the second half of the mould in a similar manner.
The mould could be also parted upon the line C, D, because in that direction likewise, no part of the model extends beyond the lines c, d, which show the direction in which the mould would be then lifted.
The mould, however complex, could be also parted either upon A B or upon C D, provided no part of the model outstepped the rectangle formed by the dotted lines b, c, or was undercut.
But, considering the figure 139, to be turned bottom upwards, and with the line E, F, horizontal, the removal of the entire half of the mould upon the lines e, f, would be impossible, because in raising the mould perpendicularly to E, F, that portion of the mould situated within the one perpendicular e, would catch against the overhanging part of the oval towards A. Were the mould of metal, and therefore rigid, it would be entirely locked fast, or it would not "deliver;" were the mould of sand, and therefore yielding, it would break and leave behind that part between A and E which caused the obstruction. Consequently, in such a case, the mould would be made with a small loose part between A and E, so that when the principal portion, from A to F, had been lifted perpendicularly or in the direction of the line e, the small undercut piece, A to E, might be with-drawn sideways, on which account it would be designated by the iron founder a drawback, by the brass founder a false core. All the patterns in the mould, fig. 140, could be extracted from each half of the mould, because none of them encroach beyond the perpendicular line, or that in which the mould is lifted; a and b, could be laid in exactly upon the diagonal, or upon one flat side, or partly embedded; and in like manner f, g, h, might be sunk more or less into the mould, their sides being perpendicular; but the patterns in fig. 141 being undercut, the division of the mould into two parts only would be impracticable, and false cores or subdivisions would be required in the manner represented, the construction of which will be hereafter detailed.
Fig. 140.

Extending these same views to a more complex object, such as a bust, it will be conceived that the mould must be divided into so many pieces, that none of them will be required to embrace any overhanging part of the figure. For instance, were it attempted to mould a human head, so that the parting might pass through the central line of the face and down the back; the two halves could not be separated if they were made each in a single piece; as the inner angles of the eyes, the spaces behind the ears and the curls of the hair, would obstruct it, and the head could be only thus moulded by making false cores or loose pieces at these particular places, in the manner illustrated by the former figures. These would require to be accurately adapted to the surrounding parts, by pins or contrivances to ensure their re-taking their true positions. These remarks, however, are only advanced by way of general illustration, as figure casting is the most refined part of the art of moulding.
Metal moulds are employed for many works in the easily-fused metals, which are required to be produced in large quantities, and with great similitude and economy: the examination of which moulds will serve to demonstrate many of the points of construction and proceeding. Thus the common bullet-mould is made like a pair of pliers, the jaws of which are conjointly pierced with a hole or passage leading into a spherical cavity; the aperture is equally divided between the two halves of the mould, so that in fact the division is truly upon the diametrical line both of the sphere and the runner, or the largest part of each, otherwise the pliers could not be opened to remove the bullet when cast. Iron shot for great guns, are likewise cast in iron moulds, by which they also possess great accuracy of form and size.
Continue to:
My Books

