Section IV. - Chucks For Short Objects Fixed Against One Of Their. Surfaces
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section IV. - Chucks For Short Objects Fixed Against One Of Their. Surfaces
The Screw worm chuck, fig. 295, the most common of the chucks with central screws, consists of a flat brass or iron flange, from about two to four inches diameter with a taper steel screw of a coarse, thin thread; one or two of these chucks having screws of different dimensions are convenient, so that as large a screw may be used as the nature of the work will permit.
The screw worm chuck is principally employed for pieces of wood, cut the plankway of the grain. With the softer woods, a small hole is bored in the work with a gimlet, or drilled in the lathe, and the screw worm then forces its way in and obtains a secure hold, its threads interlacing among the longitudinal fibres of the material. With the harder and therefore less compressible woods, the hole to receive the screw has to be made proportionately larger, and it is still better that it should be made taper and somewhat to the shape of the worm. When it is necessary that the surface of the work should be left intact, a thin parallel piece of waste plank wood is first screwed on to the chuck, to occupy a portion of the screw, which is thus prevented from passing completely through the work. The chuck is occasionally employed for short blocks the end way of the grain, but in such case the hold is rather imperfect, as the screw, fig. 294, then cuts across the fibres of the wood, dividing them into short lengths, easily broken away. A better method for carrying pieces the end way of the grain, is afforded by gluing a piece of plank wood on the end of the block to receive the screw, and in either case when possible, the opposite end is supported by the popit head. The work is screwed upon the chuck when that is on the mandrel, in order that the lathe may be set in gentle motion once or twice during the process, to observe that the face of the work is kept parallel with the face of the flange. When the one bears fairly on the surface of the other, the hold is secure, and the work may be unscrewed and replaced as often as required; but, if the work be screwed on obliquely, so as to touch only on one side of the flange, it is liable to be screwed further round by any sudden jerk or catch of the tool in the progress of the turning, when the fresh position thus given to the work throws the previously turned portion out of truth. The leverage exerted by the work in such case, may sometimes also either bend or break the screw.
Fig. 294.

Fig. 295.
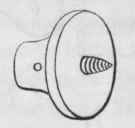
Fig. 296.

Fig. 297.
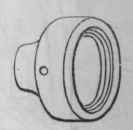
The Double Screw chucks afford a somewhat similar, and a very ready means of holding numerous pieces in hardwood, ivory and metal, the screws of which thus serve first for the chucking, and then for the attachment to each other of the various parts of the finished works; the entire circumference of every piece, the one surface and a part of the other, being all accessible to the turning tool when mounted upon the chuck. The chucks are made in pairs, from the size of the smallest screws used in mechanism, figs. 298, 299, to those of three or four inches in diameter, figs. 296, 297, cut upon the solid chuck; the external and internal screws of the smaller sizes are usually inserted and made of steel. The convenience of the smaller double screw chucks is largely increased, when they are each provided with appropriate taps, to cut the internal screw in the work. The taps may be distinct, or several sizes may be carried in one handle, figs. 300, 301; they are used in the manner and with the same precautions, described for tapping and cutting the internal screws by which the wood and metal chucks fit on the mandrel. The external screws upon the work, may be cut with the screw tool by the hand alone, with the traversing mandrel or by a diestock; the smaller double screw chucks, offering additional facilities, when their screws are made to the sizes of the threads cut by different die stocks.
Fig. 298.
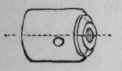
Fig. 299.
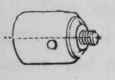
Fig. 300.

Fig. 301.
The Screw Arbor chucks, which bear some analogy to the expanding mandrels, are used for works having central holes. Fig. 302 has a flange and long arbor, to extend through hollow work of varying thickness; it requires a variety of washers of different diameters and lengths, to fill the remainder of the central arbor not occupied by the work, the whole being clamped together by a nut and screw at the end. When the aperture in the work is of larger diameter than the arbor, it is brought central by small collars of wood or metal, bored to fit the arbor, and turned externally to the diameter in the work, fig. 302; and these collars being only required to give the position, may be of any thickness less than the work, a washer or ring of sheet metal being often sufficient for the purpose.
Fig. 302.

Fig. 303.
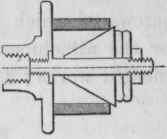
Fig. 304.

The Arbor chuck fig. 303, in addition to the nut and washers, has a cone accurately fitted upon the central stem, serving both to adjust and hold the work. The cone is hardly sufficient for the latter purpose, unless a broad chamfer be turned upon the work to increase the surface contact, while thin works run some risk of being split or expanded. The Disc chuck fig. 304 contrived by the late Professor Willis, very neatly combines the effective portions of the two previous chucks. The cone and its nut are only employed to place the work true by its central hole, the work is then securely grasped between the broad edge of the chuck and that of a hollow washer, brought up by a second nut and enclosing the position cone.
Continue to:
My Books

