Section II. - Chucking And Turning The Billiard Ball And Accurate Sphere
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section II. - Chucking And Turning The Billiard Ball And Accurate Sphere
The preliminary turning slightly differs for hardwood and ivory. The polygonal method may be roughly followed for the former; but, as this guide is to be superseded by a better, the ball is more generally roughed out direct from the cylinder, fig. 548. Taking the precaution to measure with callipers, to ensure that its axis a b, is not less than the diameter of the circumference c d; and also that the contour of the ball, measured across at various angles, indicated by the dotted lines, is nowhere of less diameter.
Fig.548. Fig. 549. Fig. 550.
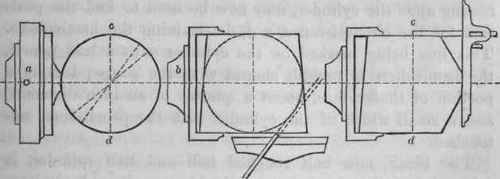
The ivory ball block, being of no more than sufficient length, no part can be cut to waste or left in the chuck. A circle is first scribed upon one end, placing the nerve as nearly centrally as possible, and the bark having been removed, the block is roughly rounded to this circle with the paring knife, and placed in a strong wood or metal plain chuck, fig. 549. It is then adjusted with the hammer, that the nerve in the external face may also run as nearly centrally as the ivory will permit, and the block is then turned cylindrical with the gouge.
Owing to the curvature of the tooth the ivory block is a segment of a circle, to which its two faces are about radial, and therefore, not at right angles to the mandrel axis. The exposed face could not be turned to a surface, without reducing the more prominent angle until it fell within the lesser, fig. 549, which would reduce the length of the block, and make the axis of the ball too short; instead therefore of surfacing the block, a ring is cut off from the end, which may be saved for other purposes. A thin parting tool, entering at an angle upon the cylinder, but without encroaching upon the ivory required for the sphere, is made to detach the ring by cutting through to the surface left by the saw; leaving a portion of this surface, about an inch diameter intact, to maintain the original length of the block, or axis of the ball. A set square held vertically touching the space left at the center, fig. 550, with its sliding steel blade set to the radius of the ball, and resting upon the cylinder, may now be used to find the position for the circumference, c d, determining the hemisphere. This line being marked on the cylinder with a lead pencil, the hemisphere is roughly shaped with the gouge; leaving a portion of the surface, about a quarter of an inch diameter, and a small width of the cylinder with the pencil line, untouched.
The block, now half roughed ball and half cylinder, is released from the chuck by a slight blow on its side, and reversed to turn the other half. This requires another chuck, but is in other respects a precisely similar operation, and it is usual to turn the first sides of a number of balls, and then changing the chuck, to turn their other sides. A plain wood chuck, fig. 551, is used to turn the second side; this chuck is turned true, very slightly taper inside and accurately faced. The aperture at the face, is rather less in diameter than the diameter of the hemisphere; when, provided the chuck be of suitable angle, the elasticity of the wood gives the work sufficient hold. The block is pressed into the chuck with the fingers of one or both hands, until the pencil line at its circumference runs truly with the true face of the chuck ; the adjustment of the one to the other being effected by pressure of the hands on different points on the face of the block. When truly adjusted, a few light blows are given upon the end of the block with the hammer or with the end of the arm rest handle, after which the ring is cut off as before, and the second hemisphere roughed out to shape. The second side is thus fairly true to the same axis as the first, both agreeing with the same base line at the circumference, c d; no attempt at further accuracy is made in this first turning, after which the rough balls are put aside to season.
The sphere may be described as a solid contained by a semicircular line, a c b, fig. 538, revolving around an axis a b; every portion of its surface at exactly the same radial distance from a common center, the planes of all its peripheries radial.
The circumference c d, and the similar periphery at the axis a b, have their planes at right angles, and pass through each other at two points on the surface; and all other similar vertical peripheries at an angle to c d, fig. 548, also pass through the same two points.
The mechanical demonstration of these axioms in the lathe, produces the accurate sphere; the system followed consists in first forming the circumference c d, and then reducing to this, by its revolution as a gage, the periphery in the plane of the axis a b, together with every other portion of the surface.
Positive concentric truth in the wood chucks employed is essential, for if the aperture of the chuck be not perfectly concentric with the mandrel axis, the two hemispheres cannot possibly be turned exactly upon the same base. They would be in some degree like a ball cut in halves, the two halves slid slightly upon each other, instead of precisely opposite as when the ball was solid. The angle in the aperture of any of the chucks, figs. 551 to 559, is about 2°, measured at the surface, where its diameter should be something less than that of the ball, so as to embrace the latter at about 10° to 15° from its circumference. The surface or front edge of the chuck, must also run exactly true; and, as the aperture is enlarged by correction, the face is turned away so that the chuck may always remain the required size. The ball when held in the wood chuck at about the point described, is very secure, so much so that it is sufficiently firm for all the finishing turning when simply pressed into the chuck by the hand; by which also it may generally be as easily removed to be re-adjusted. Whenever the wood chucks have not been in immediate previous use, lest they may have warped in the smallest degree, they are first corrected to ensure their possessing the necessary concentric truth; a right side tool held very firmly, is used both to reduce the aperture and face to exact truth, and also, to carefully preserve the same degree of internal taper. The chucks often require correction day by day, and in warm weather sometimes still more frequently; and those in which the balls are turned are never used for polishing, to avoid alteration in their truth from the moisture; an old chuck being used for this purpose.
Continue to:
My Books

