Chapter VIII. The Elementary Practice Of Hardwood And Ivory Turning. Section I. - Hardwood And Ivory Turning Tools, Position And Cutting Action
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chapter VIII. The Elementary Practice Of Hardwood And Ivory Turning. Section I. - Hardwood And Ivory Turning Tools, Position And Cutting Action
The turning tools used for both hardwood and ivory are almost invariably held radially, with their shafts nearly horizontally. They act more as scraping than as cutting tools, and are therefore no longer so nearly restricted to a rectilinear cutting edge, but, they may be shaped straight, hollow, or round; the figures of their edges being directly imparted to, or modified upon the work as required. The tool when cutting in either material, lies always in one plane upon the rest, either held stationary, when applied to the work to copy itself, or else traversed along a cylinder or surface, or swept around a curve, to produce these forms; the manipulation being simple and requiring none of the angular changes of position necessary upon softwood.
The hardwoods may be turned with the softwood tools, used as upon softwood, but the delicate edges of most of the tools are so soon blunted or damaged, that they are not generally so employed. The gouge and chisel are exceptions; the gouge is generally used for roughing out the form in hardwood and ivory, held in exactly the same angular positions and sometimes after precisely the same manner, as in turning softwood. The chisel is less used, and is sometimes held quite differently, but both tools, in common with other softwood tools when used, are ground to the less acute angle of 50° to 80°, to preserve their edges from too rapid deterioration.
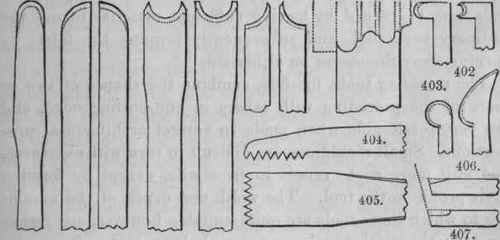
The forms of the hardwood and ivory turning tools most in use, figs. 382 to 407, reproduced from Vol. II. for convenient reference, divide into two groups, having rectilinear and curved cutting-edges respectively. The former are used for surface and cylindrical works, spheres and convex forms ; the latter, some to turn their own counterparts, figs. 395 to 401, others for this, and for producing concave curves larger than themselves. The tools are represented with their faces uppermost, the cutting bevil being indicated by the dotted lines.
As scraping tools, the hardwood and especially the ivory tools, are thin in proportion to their width; they vary with the size of the tool, from about one eighth to one quarter of an inch, some large tools occasionally reaching three eighths of an inch in thickness. All, are ground with a single bevil, or on the one face only, with a cutting angle of from 40° to 60°, and are handled principally in short handles, with which they measure from about eight to twelve inches long. Some of the larger of the tools, figs. 382 to 395 are required in long handles.
The right side tool fig. 382, so named from its cutting on the right hand end of the work, from the right towards the left, is used for surfaces and within cylinders; it is sharpened on the side and end, the cutting edges meeting at less than a right angle. The side edge varies from about one and a half to three inches in length. The right side tool is also required in smaller sizes fig. 390, the side edge from one to one and a half inches long; these tools being very narrow in the blade to enter small apertures, are made of a greater proportionate thickness to give them stability. The left side tool fig. 383, is the reverse, cutting from left to right, and is principally used for external work.
Fig 382. 383. 384. 385. 386. 387. 388. 389. 390. 391.

The flat tool fig. 384, varies from about one inch and a quarter the largest, to a very narrow width in the smallest sizes, it is ground on both edges and the end. The end cutting edge is sometimes exactly square with the side which cuts from the right; more usually, it is ground at slightly less than a right angle to this side, as in fig. 419, when the flat tool, like the side tools, applies in rectangular corners with either the side or end edge of the tool, alone cutting the work.
The point tool fig. 385, is ground with equal angles; the bevil tools, figs. 386. 387, with one angle only, all three tools are also sharpened along the sides of their stems, which is convenient, although the end is more used. Other varieties of point tools are formed with dissimilar angles, or by one straight and one curved side, to be used for grooves of particular shapes requiring repetition, as in chessmen and similar objects. Thick point tools, seen edgewise, fig. 388, from half to three quarters of an inch wide, and three eighths to half an inch thick, the sides of the stems not sharpened, are used both as ordinary point tools of greater strength, and also for turning beads and mouldings. For the latter purpose, they may cut with the edge formed by the meeting of the two bevils, when the tool resembles a very thick chisel of inconsiderable width; its management being very similar to that of the chisel on softwood.
The parting tool fig. 389 has considerably greater depth than width, the smaller sizes are very thin, and the cutting edge of the larger, at the point the widest part, rarely exceeds one eighth of an inch in width. The sides taper in thickness from the point, to give clearance and prevent the tool binding or sticking fast in the work; the parting tool in cutting is directed radially from the circumference to the center. The blade of the inside parting tool, fig. 391, is at right angles to its stem, it varies from about one sixteenth, to one eighth of an inch in width, and from a quarter, to about an inch in length. The two sides of the blade are ground away taper, to leave the end the cutting edge, the widest part, and nearly meet beneath the face in an angular section, to allow freedom for the cut, and to prevent the tool setting fast in the work.
The round tool fig. 392, the most useful of the curvilinear edged tools, varies from about one sixteenth, to about one and a half inches in width, the gradations in size below half an inch being very numerous. The smaller tools are used to turn ornaments and mouldings, the larger, for mouldings and all concaves. Small strong round tools also take the place of the gouge, more especially in ivory turning, in roughing out those parts of the work for which the latter is too large.
The quarter round tools, right, fig. 393, and left, fig. 394, are used of all sizes from about one eighth, to one inch wide; they serve to turn their exact counterparts in mouldings, for larger curves, and for those that abut against a square shoulder. The quarter hollow tools, right, fig. 397, and left, fig. 398, produce their counterparts; they are usually rather less in range of size than the quarter rounds. These three varieties, are named from the forms of the tools, and not from the shapes they produce on the work.
The bead tool, fig. 395, is used for beads as members of mouldings, and for the small spheres for bracelets, necklaces and ornament. It ranges from about one sixteenth, to one inch in width, the sizes varying very slightly in the smaller tools; the curve is rather less than the half circle. The ornament of the bead, may be turned with the point and other tools, first the one side of the curve and then the other, precisely alike, but this is sometimes difficult to accomplish especially if the bead be small; there is also the liability of damage to the bead or the neighbouring surface, from faulty management of the point tool. The form can be readily and more correctly given to the tool, when its counterpart and duplicate beads can be turned with uniformity.
Fig. 392. 393. 394. 395. 396. 397. 398. 399. 400. 401.
The larger bead tools on the other hand, are not directly applied to the work, as the points would sustain too much friction, their entry being retarded by the quantity of material lying between them. They, and the work, would heat; besides which, from the length of the cutting edge, the tools would chatter, the vibrations, together with the friction producing a roughened surface. The semi-circular edge of a three quarter inch bead tool, for example, would be nearly one and a quarter inches long if a straight line, which is a greater length of cutting edge than can be effectively employed with any rectilinear tool. Bead tools more than about half an inch in width, are used first as gages, to which the work is roughly turned with the point and other tools, afterwards, when they have but little material to remove, the bead tool is used to finish the surface, correcting the rough form to its own shape.
The astragal fig. 396, produces a bead and fillets, free from the chamfers of the plain bead tool. They are employed in sets of small and varying sizes for mouldings, in which the astragal forms a frequent member. Isolated and large astragals may be turned by leaving sufficient material to use the ordinary bead tool, and subsequently forming the fillets by turning away the excess on either side.
The moulding tools, fig. 399, combine the shapes of two or more of the preceding with others in one cutting edge, and are very serviceable when made to correct architectural proportions. Small mouldings are difficult to turn with exactness, and still more so to repeat in fac-simile, except by forming their profile in the tool. The width and depth of the moulding to which these tools are quite suitable however, are rather limited; the width hardly exceeding half an inch. Thus, the curved edge of fig. 399, as a straight line, would be nearly double the width of the tool; parts of the edge also cut across the grain and others with the grain, while the tool necessarily cuts at different surface velocities, according to the depth of the moulding. All these circumstances combine to produce a roughened surface upon some of its members, should the moulding be either too deep or too wide. The size of the completed moulding may be increased, if the tool be confined to the figure of its central portion, adding the fillet, plinth or cavetto, by separate appropriate tools, as shown by the dotted lines; or, the moulding may be made in two or three separate tools. The roughness, arising from the friction and heat set up by the more prominent parts of the tool, may also be avoided if the tool be first used as a gage, to which the material is first roughly turned with separate tools, as explained with the bead tool. Larger mouldings are turned each member separately, with the curved tools, figs. 392 to 398, the flat and point tools being used for the fillets and quirks, connecting them one to the other.
Continue to:
My Books

