Section IV. - Chuck And Similar Screws, Tapped And Then Cut In The Lathe
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section IV. - Chuck And Similar Screws, Tapped And Then Cut In The Lathe
The short internal screws by which the lathe chucks are screwed on the mandrel, and portions of work on the external double screw chucks, figs. 298. 299, require truth and exact fitting; the chuck screws more especially, these should be made with lathe taps; the others, with similar, smaller tools, figs. 300. 301, employed in the same manner.
The set of lathe taps used for the mandrel nose of 5 inch center lathes, figs. 530. 531. 532, consists of a cylinder bit about five eighths of an inch diameter, a slightly taper entering tap of a diameter somewhat larger, grooved with four cutting edges, and a plug tap. The plug tap should be a copy of the screw of the mandrel, and is generally grooved with five cutting edges. The lathe taps are usually about six inches long, and their rectangular stems are fitted into wooden handles ten or twelve inches long, which are bound at either end with strong metal ferrules. The opposite end of the handle of the cylinder bit has a metal center for the point of the popit head; those of the two taps are hollowed with cylindrical holes about three inches deep and of sufficient diameter, to easily admit the cylinder of the popit head. The handles are pierced with transverse holes for a lever. The ends of the metal stems are also provided with centers for use in screwing brass or iron, when the tools are more frequently used withdrawn from their handles. Lathe taps are occasionally made entirely in metal, when they take the form of figs. 533. - 535.

The piece for the wood chuck to be cut with an internal screw to fit the mandrel, is mounted in a plain metal chuck, or more conveniently, in the universal chuck fig. 286; it is turned roughly true and has the face surfaced. A center is struck with a point tool, and a small hole is bored with a hand drill, to a depth rather exceeding the length of the mandrel nose, this, is then enlarged with a right side tool to about half an inch diameter. The mouth of this aperture is then further enlarged to a depth of about one eighth of an inch to fit the cylinder bit, the recess being left slightly taper to ensure the true bearing of the latter. The hole is then bored to the depth, the bit being advanced by the screw of the popit head, and prevented from turning round by a lever placed through the tranverse hole in the handle. The sharp edge upon the surface of the work left by the boring, is then slightly reduced by a flat or point tool, to assist the first entry of the tap.
The entering tap, slightly larger in diameter than the cylinder bit, is required to score an accurate screw line within the hole, to serve as a guide to give the path to the inside screw tool with which the bulk of the material is removed. The tap is retained exactly in the line of the axis of the mandrel, being controlled by the true hole bored in the work and by the cylinder of the popit head, which is advanced for about two inches within the axial hole in its handle. The foot being removed from the treadle, the mandrel is turned round towards the operator by the left hand laid upon the pulley, the right being clasped around the handle of the tap or holding the lever placed through it. As the mandrel is turned, the tap, always under the guidance of the cylinder of the popit head, gradually screws itself into the hole; cutting it with a shallow screw line until it arrives at the bottom, whereupon the motion of the mandrel is reversed, unscrewing and releasing the tap.
A groove is then cut at the end of the screw line, fig. 515, and the screw tool is used in the usual manner upon the armrest, first, to form the thread along its entire length, and then, to fit it to the plug tap, next employed as a gage for size, and also to a small extent as a cutting tool.
The screw is enlarged with the screw tool towards the face end, until it will just admit the first few threads of the plug tap, which is applied to the work under the guidance of the cylinder of the popit head, after the same manner as the entering tap; but the lever is generally dispensed with and the handle held by the hand. The enlargement by the screw tool should gradually diminish towards the back end of the thread, the screw being for the time slightly taper, so that on trying the plug tap its teeth should actually engage against the threads at the front end, but do little or no cutting; the advance of the tap being arrested, from the screw being too small to admit its further progress. The plug tap is withdrawn and the screw tool used again, passing lightly without pressure over that portion of its path that admits the tap and cautiously enlarging the thread beyond. The plug tap is then tried again, and this is repeated, until it will screw up to the bottom of the thread.
The plug tap being the same size as the nose of the mandrel, if it have been correctly fitted, the screw tool may be again passed lightly along the thread slightly to enlarge it, that the chuck may more readily screw on and off the mandrel. The screw finished, the whole surface of the chuck is moderately reduced, except a ring about half an inch in width, around the screwed hole, which is left to form the face of the chuck; and this space is then turned flat and true, that it may bed fairly against the true face of the mandrel; the junction of the end of the thread with the face of the chuck being finally cleaned from any roughness, by being turned to a small internal bevil with a point tool. The cylindrical and front portions of the chuck, are turned true when it is screwed on its place on the mandrel.
The screws of metal chucks are tapped after the same manner, but the bit and taps are generally used withdrawn from their handles, to prevent the risk of these splitting from the increased strain. Both bit and taps are advanced by the point of the popit head, a hooked wrench or a hand vice affixed to their shafts, lying on the tee of the rest to prevent them turning round; which also leaves both hands at liberty, for advancing the tool and handing round the mandrel. The plug tap is also occasionally twisted backwards and forwards in the metal thread, to correct the work of the screw tool.
The metal chucks should not only fit the mandrel by the screw, but it is essential that there should be fairly exact fitting or agreement, between the face of the mandrel and that portion of the chuck with which it is in contact; called the face of the chuck. When therefore the screw is deemed satisfactory and the face of the chuck turned true and flat, the two surfaces should be finally adjusted to agreement. The chuck is screwed on the mandrel and by means of a lever inserted in the lever hole, is once or twice forcibly screwed up against its bearing, to produce a mark upon the face of the chuck, upon that portion which bears the hardest upon the face of the mandrel. Unless this mark extends in a circular line, two thirds or more around the face of the chuck, the annular surface of the latter is then corrected by scraping with a triangular tool, after the manner described in the second volume for scraping a planometer. The chuck should then be tried again and the operation repeated, until a fair amount of bearing surface is obtained; complete agreement being very desirable for chucks requiring considerable accuracy.
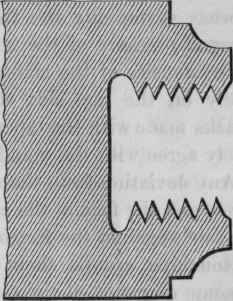
The plug tap should be allowed to remove but very little of the material, that it may be protected from undue wear and its original dimensions fairly preserved; but it ensures the thread being a true screw, the correct diameter, parallel, and exactly in the mandrel axis; the two last qualifications being highly necessary in all chuck screws. It is essential to the permanent fit of the chuck, that the screw should be parallel; if it be taper in the direction of fig. 536, it only holds the parallel nose of the mandrel towards the end, and is too large towards the face. This chuck would be insecure and also liable to screw further round upon the mandrel, according to the force employed; such a chuck cannot be constantly removed and replaced on the mandrel without throwing the work out of truth. The reverse error, where the chuck screw fits the nose closely at the face, but has been turned out too large beyond, fig. 537, interferes somewhat less with truth, but is objectionable in throwing the entire working strain upon that portion of the nose close to the face of the mandrel. The screws of hollow metal chucks are sometimes produced, but in an inferior manner, at one operation, by the use of a single taper tap, terminating in a cylindrical cutting portion. A hole is bored in the chuck true with the axis of the lathe mandrel, and of sufficient size to receive the taper end of the tap ; the chuck is then placed in the vice and the tap is twisted completely through by means of a tap wrench. This method is inapplicable to all chucks in which the tap cannot pass through, and when it is employed, it is open to serious objection. The guidance derived from the popit head and the revolution of the mandrel being abandoned, there is nothing to replace it except the truth of the hole bored at right angles to the face of the chuck; but this guidance proves quite insufficient to prevent the tap assuming a position somewhat out of the perpendicular, or in disagreement with the axis of the hole, in the process of tapping the thread. This may arise, either from unequal pressure of the tap wrench, or from slight inequalities in the density of the material, which lead the tap to cut more freely on the one side than on the other. The screws of chucks made with the taper tap therefore, rarely or never absolutely agree with the mandrel axis.
Fig. 536.
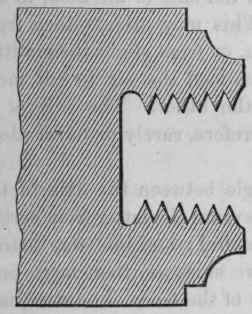
Fig. 537.
Any deviation from the right angle between the axis of the screw and the face of the chuck, prevents the latter from screwing fairly against the face of the mandrel; and the two, instead of touching around their respective surfaces, then meet only at some one spot, at the outer edge of the face. The necessary contact being absent, the chuck is insecure, and vibrates upon its small and unequal bearing; added to which it will assume different positions on the mandrel while in use, screwing further round upon the nose, according to the force used with the lever in screwing it up to its place, and sometimes also, from a sudden jerk from the tool in turning; either of which places the work out of truth.
An appreciable error in the axial truth of the chuck screw, may sometimes become a source of danger to the nose of the mandrel. The force applied through the tool, or the effect of blows given upon the work, instead of being equally distributed all around the mandrel, are all directed to the one point where that is in contact with the chuck. The tendency of this is to bend the nose, and in some cases with work of large diameter which affords increased leverage, or with a chuck having this fault highly developed, a blow or a sudden violent wrench from the tool, may sensibly bend and might even break off the nose of the mandrel. The single taper tap for these reasons therefore is a very undesirable tool for cutting chuck screws, and it is comparatively little used for the purpose, while it should be altogether avoided. Chuck screws made with the lathe taps and also the smaller screws for attaching work to the double screw chucks, figs. 298. 299, made in the same manner with similar smaller tools, on the other hand, should be entirely free from all these defects; except that it is possible to make them taper by careless use of the screw tool.
Continue to:
My Books

