Chucking And Turning The Billiard Ball And Accurate Sphere. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chucking And Turning The Billiard Ball And Accurate Sphere. Part 2
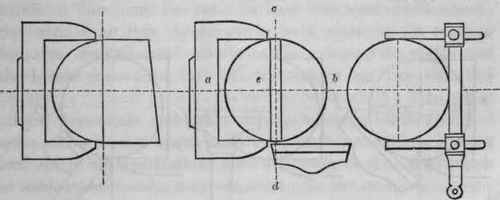
In roughing out the ball for seasoning, the nerve or the lengthways of the grain, has been hitherto always in the same direction as the mandrel axis; but in finishing, the ball is first placed in the chuck, fig. 552, with the nerve at right angles to the mandrel or in the direction of the line c d. The circumference, now to be turned and used as the gage for size and form, thus lying in the direction of the grain, in order that when first turning the hemisphere to it, the tool in passing around the curve from b to c, fig. 554, may cut smoothly with the grain, and so avoid a great portion of the risk of leaving the cellular surface before alluded to.
The position of the circumference c d fig. 552, is first marked. This may be measured as before with the turning square, fig. 550, but it may be more exactly determined, by striking a pencil line on the ball while in revolution, close against the face of the chuck, then reversing the ball and readjusting this line to run true, and then striking a second, also close against the face of the chuck. After which the width enclosed by the two lines, is bisected and marked on the ball by the pencil line c d. A band or fiat about three eighths of an inch wide, is then turned around the circumference with a narrow flat tool. This band, dec fig. 552, should be concentric, slightly larger in diameter than the finished size of the ball, and parallel, as measured by the callipers or the parallel gage, fig. 553, and the circumferential line absorbed in it, should be exactly in the center of its width; all readily attained in the lathe. When deemed satisfactory, the tool is exchanged for a hard pencil, and the entire surface of the band is covered with the black lead; after which the ball is released from the chuck.
It is replaced with the axis a b, at right angles to the mandrel axis, and the plane of the circumference c d, parallel with it, fig. 554. The band d e c, is therefore half within and half without the chuck, the ball revolving upon the new axis d c, or the diameter of the circumference. The true semicircle of the circumference, dec, seen in plan in fig. 554, and in elevation in fig. 555, therefore revolving around an axis, describes the sphere; its revolution being moreover gaged by that of its other half, forming the complete circle d e c f, ensuring that the circumference or band revolves upon its diameter as axis and describes a sphere and not a spheroid.
Fig. 551. Fig. 552. Fig. 553.
The circumference contained by the band, d e c f, cannot however truly describe the sphere until adjusted; being held in the chuck by adjacent portions of the rough ball, from various circumstances not true with the band. Thus the plane of the circumference d c fig. 554, may not coincide with the mandrel axis, but may stand at a lateral angle, c, being slightly either to the right or left. Secondly, also owing to inequalities in the surface of the rough ball, the axis d c, fig. 555, may not coincide with that of the mandrel, but may be at a small vertical angle to it, c, being slightly above or below the true line. In either case the gage of the circumference will be inaccurate, but the revolution of the lathe and a turning tool, detects either vertical or lateral misplacement, and points out the required adjustment.
The coincidence or otherwise of the plane, fig. 554, is shown when a small gouge is applied to the ball anywhere between b and c, and allowed to cut a ring all around the hemisphere, sufficiently deep to arrive at the band. Should the plane coincide with the mandrel axis the tool will encroach upon an exactly similar quantity on either edge of the band; usually, the ball is not correctly placed, when only one edge of the band will be cut, or the one edge deeply and the other but slightly indented, shown by the amount of black lead that the tool removes from the band. The gouge is used for these trials with some caution, for should the lateral misplacement be large, it may cut too deeply into the substance of the ball, before it can arrive at the band; a slight surface incision will detect this probability, whereupon the ball is withdrawn by the hand and readjusted in the chuck. Slight errors are corrected by light blows with the end of the handle of the tool or arm rest, given upon the prominent or cut into side, causing a slight rotation of the ball upon the axis e, fig. 554, and making the high side of the ball enter further into the chuck. The gouge is then tried again, and the operation repeated, until the tool touches equally upon both sides of the band a c and b c.
Fig. 554. Fig. 555. Fig. 556.
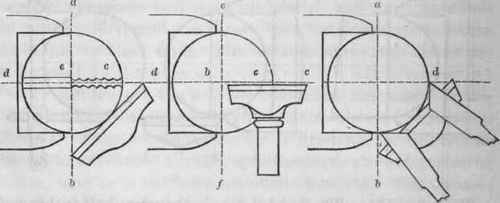
The vertical agreement of the axis of the circumference d c, with the mandrel axis, fig. 555, is determined simultaneously. Should the former be at an angle, placing c, much too high, the gouge may cut into the band between e c, and miss it altogether between f c, or more usually, it will cut deeper on the one side of the hemisphere than on the other. An analogous correction is required, the axis, b, has to be slightly moved; light blows upon the high side, making f, or e, enter further into the chuck, as c, may prove to be too high or too low.
When the circumference has been exactly adjusted in the two directions, the hemisphere is first reduced with a small gouge, about one quarter of an inch wide, and in a short handle. The gouge lies upon its back very nearly horizontally, the handle a little lower, it is held close to its cutting end, the shaft always radially to the sphere ; the position of the hands around the tool and the rest, being that described for the horizontal position in hard wood turning. The rest is placed at an angle, and sufficiently high for the cutting edge of the tool to be also about radial; its surface should be smooth and free from imperfections, that the gouge or the chisel which is used subsequently, may not meet with the smallest impediment to their even traverse around the ball.
Continue to:
My Books

