Chapter XXVII. Saws. Section I. - Division Of The Subject - Forms Of Saw Teeth
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chapter XXVII. Saws. Section I. - Division Of The Subject - Forms Of Saw Teeth
The saw is the instrument which is almost exclusively employed for converting wood, ivory, and various other substances, from their original forms to those shapes required in the arts; and in general, the thin serrated blade proceeds along the superficies of the required object, whether they be plane, circular, or irregular, and effects its office with considerable speed and accuracy, and comparatively insignificant waste. Unless a tree is felled with the axe, the saw is employed, first, in the forest in separating the tree from its roots, and cutting it into lengths convenient for transport; the saw is next used at the saw-pit in converting the timber into plank and scantling of various dimensions; and the saw is subsequently employed in the workshop, by the joiner, cabinet-maker, and numerous other artisans, in reducing the plank or board into smaller pieces, ready for the application of the plane, the file, and other finishing tools. In some elaborate and highly ornamental arts, the saw as will be shown is nearly the only instrument used.
Many of the machines now employed in sawing are, as it will be seen, derived from similar processes before executed, and in many cases less perfectly so, by hand labour. The saw is but little used for similar preparatory works in metal, the figuration of which is for the most part, accomplished by the furnace, the hammer, or rollers; matters that have been described in the first volume.
It is proposed to consider saws in two groups, namely, rectilinear saws, and circular saws: the precedence will be given to the more simple kinds, or those rectilinear saws used by hand, and generally without additional mechanism; conditions which do not apply to the circular saw, which is always combined with some portion of machinery. And for the perspicuity of the whole subject, it has been thought best to place the general remarks on the forms of teeth of saws, at the beginning of the chapter; from which arrangement many advantages appear to arise, not withstanding that it implies the necessity for adverting to various saws, before their specific or particular descriptions have been given, and which objection will be in part removed by the previous inspection of the table on page 699.
The blade of the rectilinear saw is usually a thin plate of sheet steel, which in the first instance is rolled of equal thickness throughout: the teeth are then punched along its edge, previously to the blade being hardened and tempered, after which it is smithed or hammered, so as to make the saw quite flat. The blade is then ground upon a grindstone of considerable diameter, and principally crossways, so as to reduce the thickness of the metal from the teeth towards the back. When, by means of the hammer, the blade has been rendered of uniform tension or elasticity, the teeth are sharpened with a file, and slightly bent, to the right and left alternately, in order that they may cut a groove so much wider than the general thickness, as to allow the blade to pass freely through the groove made by itself. The bending, or lateral dispersion of the teeth, is called the set of the saw.*
The circular saw follows the same conditions as the rectilinear saw, if we conceive the right line to be exchanged for the circle; with the exception that the blade is, for the most part, of uniform thickness throughout, unless, as in the circular veneer saws, it is thinned away on the edge, as will be explained.
It is to be observed that the word pilch, when employed by the saw-maker, almost always designates the inclination of the face of the tooth, up which the shaving ascends; and not the interval from tooth to tooth, as in wheels and screws.
In the following diagrams of teeth, which, for comparison, are drawn of equal coarseness or size, some kinds are usually small, and seldom so distant as 1/2 an inch asunder: these are described as having 2, 3, 4, 5, to 20 points to the inch; and such of the other teeth represented as are used by hand, are commonly from about 1/2 to 1 1/4 inch asunder, and are said to be of 1/2 or 1 1/4 inch space, although some of the circular saws are as coarse as 2 to 3 inches and upwards from tooth to tooth.
* For the mode of hardening and tempering saws, the reader is referred to vol. i., pp. 249 - 250, of this work: and for the principles upon which they are flattened and rendered of uniform elasticity, to the name volume, pp. 414 - 422.
The usual range of size or space for each kind of tooth, is accordingly expressed beside the diagrams; as are also the angles of the faces, and of the tops of the teeth, measured from the line running through the point of the teeth, or the edge of the saw.
| Ordinary | ||||||||
Figs. 640 | Face deg. | &I | Jack deg. | Space. | |||||
110 | & | 70 | 5/8 | to | 1 1/4 | ||||
641 |
| 90 | & | 60 | - | 1 | to | 1 1/4 | |
642 |
| 90 | & | 45 | - | 1 | to | 1 1/4 | |
643 |
| 120 | & | 60 | - | 5/8 | to | 1 1/4 | |
644 |
| 105 | & | 15 | 3/8 | to | 1 | Also from 3 to 60 points in each inch. | |
645 |
| 90 | & | 30 | - | 3/8 | to | l | |
646 |
| 75 | & | 15 | - | 1/4 | to | 2 1/2 | |
647 |
| 75 | & | 30 | - | ! | to | 1* | |
648 |
| 90 | & . | 50 | ! | to | 4 | Sometimes each alternate tooth is cut out, and then called skip-tooth | |
649 |
| 60 | & | 15 | - | 5/8 | to | 2 | |
650 |
| 90 | & | 30 | - | 3/8 | to | 3 1/2 | |
651 |
| 75 | & | 20 | - | 3/8 | to | 3 1/2 | |
652 |
| 60 | & | 10 | - | 1 | to | 34 | |
653 |
| 45 | & | 5 | 3/8 | to | 3 1/2 | ||
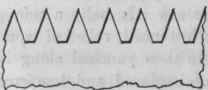
The angle of the point itself will be found by subtracting the angle of the back from that of the face of the tooth, or the less from the greater of the first two numbers.
The four varieties of teeth at the commencement of the annexed group, from presenting the same angles in either direction also cut in both direction;in fact, the face and back may be considered to change places in each alternate cut. These teeth are used for such cross-cutting saws as have a handle at each end, and are worked by two or more men; as in cutting down trees, and dividing them when they have been felled; and similar saws are used for the soft building stones when they are first raised from the quarry. Fig. 640 is called the peg-tooth, or the fleam-tooth, and is much used in North America and elsewhere; fig.641, the M-tooth, which is so named from its resemblance to the letter, is now but very rarely employed; fig. 642, the half-moon-tooth, is used in South America for cross-cutting; and fig. 643 is that commonly described as the cross-cutting-tooth, although in England the peg-tooth or 010, the hand-saw-tooth or 645, and the gullet-tooth 050, are also used for cross-cutting timber, more especially the last form when sharpened more acutely than usual, and used to cut in one direction only.
Continue to:
My Books

