Section II. - Drills For Metal, Used By Hand
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section II. - Drills For Metal, Used By Hand
The frequent necessity in metal works, for the operation of drilling holes, which are required of all sizes and various degrees of accuracy, has led to so very great a variety of modes of performing the process, that it is difficult to arrange with much order the more important of these methods and apparatus.
It is, however, intended to proceed from the small to the large examples: in the present section some of the general forms of the drills for metal will be first noticed; in the next section will be traced the modes of applying hand power to drills, commencing with the delicate manipulation of the watchmaker, proceeding gradually to those requiring the different kinds of braces, and ending with the various apparatus for driving large drills by hand-power. In the fourth section the machine processes will be adverted to, commencing with the ordinary lathe, and ending with the boring apparatus for the largest cylinders; the concluding section of this chapter will be devoted to the various drills, cutters, and broaches required for making conical or taper holes.
The ordinary piercing drills for metal do not present quite so much variety as the wood drills recently described, the drills for metal are mostly pointed, they consequently make conical holes, which cause the point of the drill to pursue the original line, and eventually to produce the cylindrical hole. The comparative feebleness of the drill-bow, limits the size of the drills employed with it to about one-quarter of an inch in diameter; but as some of the tools used with the bow, agree in kind with those of much larger dimensions, it will be convenient to consider as one group, the forms of the edges of those drills, which cut when moved in either direction.
Figs. 470, 471, and 472, represent, of their largest sixes, the usual forms of drills proper for the reciprocating motion of the drill-bow, because their cutting edges being situated on the line of the axis, and chamfered on each side, they cut, or rather scrape, with equal facility in both directions of motion.
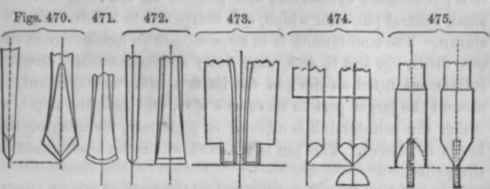
Fig. 470 is the ordinary double-cutting drill, the two facets forming each edge meet at an angle of about 50 to 70 degrees, and the two edges forming the point, meet at about 80 to 100; but the watchmakers who constantly employ this kind of drill, sometimes make the end as obtuse as an angle of about 120 degrees; the point does not then protrude through their thin works, long before the completion of their work. Fig. 471, with two circular chamfers, bores cast-iron more rapidly than any other reciprocating drill, but it requires an entry to be first made with a pointed drill; by some, this kind is also preferred for wrought iron and steel. The flat-ended drill, fig. 472, is used for flattening the bottoms of holes. Fig. 473 is a duplex expanding drill, used by the cutlers for inlaying the little escutcheons and plates of metal in knife bandies; the ends are drawn full size, and the explanation will be found at page 135 of the first volume.
Fig. 474 is also a double-cutting drill; the cylindrical wire is filled to the diametrical line, and the end is formed with two facets. This tool has the advantage of retaining the same diameter when it is sharpened; it is sometimes called the Swiss drill, and was employed by M. Le Riviere, for making the numerous small boles, in the delicate punching machinery for manufacturing. perforated sheets of metal and pasteboard; these drills arc some-times made either semicircular or flat at the extremity, and as they are commonly employed in the lathe, they will be further noticed in the fourth section, under the title of half-round boring bits.
The square countersink, fig. 475, is also used with the drill-bow; it is made cylindrical, and pierced for the reception of a small central pin, after which, it is sharpened to a chisel edge, as shown. The countersink is in some measure a diminutive of the pin drills, fig. 482 to 485, page 550; and occasionally circular collars are fitted on the pin for its temporary enlargement, or around the larger part to serve as a stop, and limit the depth to which the countersink is allowed to penetrate, for inlaying the heads of screws. The pin is removed when the instrument is sharpened.
By way of comparison with the double-cutting drills, the ordinary forms of those which only cut in one direction, are shown in figs. 476, 477, and 478. Fig. 476 is the common single-cutting drill, for the drill-bow, brace, and lathe; the point, as usual, is nearly a rectangle, but is formed by only two facets, which meet the sides at about 80° to 85°; and therefore lie very nearly in contact with the extremity of the hole operated upon, thus strictly agreeing with the form of the turning tools for brass. Fig. 477 is a similar drill, particularly suitable for horn, tortoise-shell, and substances liable to agglutinate and clog the drill; the chamfers are rather more acute, and are continued around the edge behind its largest diameter, so that if needful, the drill may also cut its way out of the hole.

Fig. 478, although never used with the drill-bow, nor of so small a size as in the wood-cut, is added to show how completely the drill proper for iron, follows the character of the turning tools for that metal; the flute or hollow filed behind the edge, gives the hook-formed acute edge required in this tool, which is in Other respects like fig. 476;; the form proper for the cutting edge is shown more distinctly in the diagram a, fig. 482.
Care should always be taken to have a proportional degree of strength in the shafts of the drills, otherwise they tremble and chatter wehn at work, or they occasionally twist off in the neck; the point should be also ground exactly central, so that both edges may cut. As a guide for the proportional thickness of the point, it may measure at b, fig. 479, the base of the cone, about one-fifth the diameter of the hole, and at p, the point, about one-eighth, for easier penetration: but the fluted drills are made nearly of the same thickness at the point and base.
Continue to:
My Books

