Section IV. - Drilling And Boring Machines
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section IV. - Drilling And Boring Machines
The motion of the lathe-mandrel is particularly proper for giving action to the various single-cutting drills referred to; they arc then fixed in square or round hole drill-chucks which screw upon the lathe-mandrel. The motion of the lathe is more uniform than that of the hand-tools, and the popit-head, with its flat boring flange and pressure-screw, form a most convenient arrangement, as the works are then carried to the drill exactly at right angles to the face. But in drilling very small holes in the lathe, there is some risk of unconsciously employing a greater pressure with the screw, than the slender drills will bear. Sometimes the cylinder is pressed forward by a horizontal lever fixed on a fulcrum: at other times the cylinder is pressed forward by a spring, by a rack and pinion motion, or by a simple lever, and the best arrangement of this latter kind is that next to be described.
In the manufacture of harps there is a vast quantity of small drilling, and the pressure of the cylinder popit-head is given by means of a long, straight, double-ended lever, which moves horizontally, (at about one-third from the back extremity,) upon a fixed post or fulcrum erected upon the back-board of the lathe. The front of the lever is connected with the sliding cylinder by a link or connecting rod, and the back of the lever is pulled towards the right extremity of the lathe, by a cord which passes over a pulley at the edge of the back-board, and then supports a weight of about twenty pounds.
Both the weight and the connecting rod, may be attached at various distances from the fixed fulcrum between them. When they are fixed at equal distances from the axis of the lever, the weight, if twenty pounds, presses forward the drill with twenty pounds, less a little friction; if the weight be two inches from the fulcrum and the connecting rod eight inches, the effect of the weight is reduced to five pounds; if, on the other hand, the weight be at eight and the connecting rod at two inches, the pressure is fourfold, or eighty pounds.
The connecting rod is full of holes, so that the lever may be adjusted exactly to reach the body of the workman, who, standing with his face to the mandrel, moves the lever with his back, and has therefore both hands at liberty for managing the work. Sometimes a stop is fixed on the cylinder, for drilling holes to one fixed depth; gages are attached to the flange, for drilling numbers of similar pieces at any fixed distance from the edge: in fact, this very useful apparatus admits of many little additions to facilitate the use of drills and revolving cutters.
Great numbers of circular objects, such as wheels and pulleys, are chucked to revolve truly upon the lathe-mandrel, whilst a stationary drill is thrust forward against them, by which means the concentricity between the hole and the edge is ensured.
The drills employed for boring works chucked on the lathe, have mostly long shafts, some parts of which are rectangular or parallel, so that they may be prevented from revolving by a hook wrench, (page 218, Vol. I.,) a spanner or a hand-vice, applied as a radius, or by other means. The ends of the drill shafts are pierced with small center holes, in order that they may be thrust forward by the screw of the popit-head, either by hand or by self-acting motion; namely, a connection between either the mandrel or the prime mover of the lathe, and the screw of the popit-head, by cords and pulleys, by wheels and pinions, or other contrivances.
The drills, figs. 476 and 478, p. 548, are used for boring ordinary holes; but for those requiring greater accuracy, or a more exact repetition of the same diameter, the lathe-drills, figs.
507 to 509, are commonly selected. Fig. 507, which is drawn in three views and to the same scale as the former examples, is called the half-round bit, or the cylinder bit. The extremith is ground a little inclined to the right angle, both horizontally and vertically, to about the extent of three to five degrees. It is necessary to turn out a shallow recess exactly to the diameter of the end of the bit as a commencement; the circular part of the bit fills the hole, and is thereby retained central, whilst the left angle removes the shaving. This tool should never be sharpened on its diametrical face, or it would soon cease to deserve its appellation of half-round bit: some indeed give it about one-thirtieth more of the circumference. It is generally made very slightly smaller behind, to lessen the friction*; and the angle, not intended to cut, is a little blunted half-way round the curve, that it may not scratch the hole from the pressure of the cutting edge. It is lubricated with oil for the metals generally, but is used dry for hard woods and ivory, and sometimes for brass.
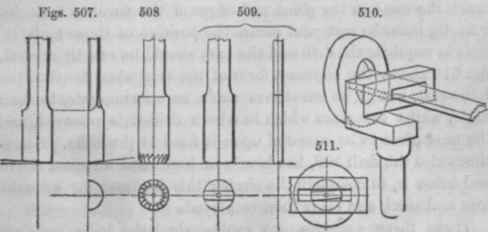
The rose-bit, fig. 508, is also very much used for light finishing cuts, in brass, iron, and steel; the extremity is cylindrical, or in the smallest degree less behind, and the end is cut into teeth like a countersink; the rose-bit, when it has plenty of oil, and but very little to remove, will be found to act beautifully, but this tool is less fit for cast-iron than the bit next to be described. The rose-bit may be used without oil for the hard woods and ivory, in which it makes a very clean hole; but as the end of the tool is chamfered, it does not leave a flat-bottomed recess the same as the half-round bit, and is therefore only used for thoroughfare holes.
The drill, fig. 509, is much employed, but especially for cast-iron work; the end of, the blade is made very nearly parallel, the two front corners are ground slightly rounding, and are chamfered, the chamfer is continued at a reduced angle along the two sides, to the extent of about two diameters in length; this portion is not strictly parallel, but is very slightly largest in the middle or barrel-shaped: this drill is used dry for cast-iron.
Continue to:
My Books

